الکترود جوشکاری SMAW یکی از تجهیزات مهم در این جوشکاری قوسی است که کاربرد بسیار مهمی در طی این فرآیند دارد و جنس های متفاوتی را در روکش و مغزی آن می توانید تهیه کنید. با جوشکاری SMAW می توان در تمام موقعیت ها فلزات را به یکدیگر جوش داد. در این مقاله به بررسی اطلاعاتی درباره الکترود جوشکاری SMAW و کاربرد آن خواهیم پرداخت تا آگاهی خود را در رابطه با این قطعه افزایش دهید.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره های ☎️ ۰۹۱۲۱۵۷۴۷۷۱ و ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

الکترود جوشکاری SMAW
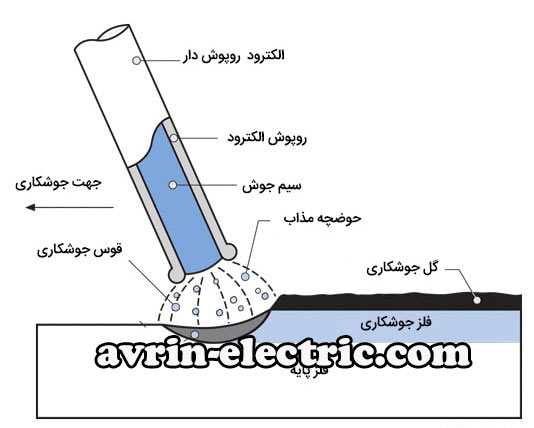
به جوشکاری SMAW نام دیگری نیز داده اند که stick می باشد. جوش زدن در این فرآیند از نوع جوشکاری قوسی دستی است که امروزه جز روش های لازم در جوشکاری به حساب می آید. تعمیر و جوش دادن با استفاده از جوشکاری SMAW امکان پذیر خواهد بود. الکترود جوشکاری SMAW دارای مغزی سیمی است و جنس پوششی که الکترود را در برگرفته است پودر آهن، شیمیایی و معدن خواهد بود. قطر الکترود جوشکاری SMAW متفاوت است که هر کدام برای فعالیت، جریان الکتریکی خاصی دارند.

سیم الکترود جوشکاری SMAW
در این الکترود بخشی به نام سیم هسته داریم که می تواند مواد مختلفی مثل سیم هسته ساخته شده، میله کشیده جامد و یا یک ماده ریخته گری باشد. وظیفه سیم هسته رساندن جریان الکتریکی به قوس خواهد بود تا موجب ذوب فلز پایه شود و برای اتصال جوش، مواد پر کننده را تهیه کند. در رابطه با الکترودهایی با فولاد خفیف، نمرات سیم هسته ای فولاد کربن را شامل می شود و در رابطه با الکترودهای فولاد که ضد زنگ هستند، سیم های ضد زنگ ۳۰۴L، ۳۰۸L، ۳۰۹L و ۳۱۶L را خواهیم داشت. از جمله مزایایی که این جوشکاری دارد، تجهیزات آن است که ساده، قابل حمل و ارزان هستند. اگر به قسمتی از سازه جوشی از نظر دسترسی، محدودیت داشته باشیم این روش موثر خواهد بود. با این جوشکاری طیف وسیعی از فولادهای ساده و آلیاژی را می توانیم جوش دهیم. با این همه، این جوشکاری نرخ رسوب کمی دارد و برای فلزات غیر آهنی مناسب نمی باشد. از جمله دیگر عیوب آن این است که به باد حساسیت دارد و در پایان کار و قبل از شروع مجدد جوشکاری باید سرباره را برداشت.
نقش پوشش الکترود جوشکاری SMAW
پوششی که الکترود جوشکاری SMAW دارد، موجب نامگذاری پایه، روتیل و الکترود -سلولز خواهد شد. این پوشش سرخ شدن سرباره را تحت تاثیر قرار می دهد. و کمک می کند که برنامه های مختلف عملکرد بهتری داشته باشند. اینکه نفوذ این پوشش عمیق، متوسط و یا خفیف باشد و هم چنین اینکه چقدر رسوب می دهد، موجب کنترل گودال، محدود کردن آسان، شروع قوس خوب و قوس پایداری که پاشش حداقلی داشته باشد، خواهد شد. در صورت نیاز به راهنمایی در زمینه جوشکاری قوس دستی و تجهیزات آن با شماره تماس های موجود در سایت تماس حاصل فرمایید تا کارشناسان ما مشاوره های لازم را انجام دهند.

الکترود جوشکاری سلولزی
پوشش الکترود در نوع سلولزی دارای آرد چوب است که مقدارش سی درصد یا بیشتر می باشد. ضخامت آن نازک است و حدود دوازده تا پانزده درصد قطر الکترود می باشد. این پوشش یک سرباره نازک که قابلیت جابه جایی راحتی دارد و سریع منجمد می شود، ایجاد می کند که برای تمام موقعیت ها در جوشکاری مثل عمودی بالا و هم چنین عمودی پایین مناسب خواهد بود. الکترود سلولزی نفوذ جوش عمیقی در قوس جوش ایجاد می کند. با مرطوب شدن گودال جوش پخش آن به خوبی صورت می گیرد. خواص مکانیکی این الکترود عالی می باشد و موج هایی مشخص دارد.
کاربردالکترودهای سلولزی تعمیرات مزرعه، جوشکاری لوله و تعمیر و نگهداری خواهد بود و انواعی چون E6010 ، E7010 و E6011 دارد. قطرات مذاب افشانی و اسپری مانند را در الکترود سلولزی خواهید داشت و صدای قوس نیز تند و دودزا خواهد بود. پاشش جرقه و مذاب نیز در آن زیاد است. این الکترود در صورت استفاده گل روی جوش آن مانند الکترودهای دیگر نخواهد بود و تنها به دلیل وجود هیدروژن نفوذ خوبی خواهد داشت. در این روش جوشکار باید ماهر باشد تا بریدگی در کناره جوش رخ ندهد و عیوب دیگری مثل تخلخل ایجاد نشود.
الکترود جوشکاری اکسیدی
در پوشش این الکترودها اکسید منگنز، اکسید آهن و سیلیکات را خواهیم داشت که تولید سرباره اسیدی را در آنها مشاهده می کنیم. در این الکترود هم از جریان مستقیم و هم متناوب می توان استفاده نمود. اگر میزان اکسیژن بالا باشد، جوش ایجاد شده ممکن است استحکام کمی داشته باشد، به همین دلیل است که اکسید کننده ها را اضافه می کنند تا جوش حاصل اکسیدزدایی شده باشد و خواص مکانیکی عالی داشته باشد. در این جوش جدا شدن سرباره نیز راحت خواهد بود.
الکترود جوشکاری روتیلی
روتیلی که در پوشش الکترود جوشکاری SMAW استفاده می شود یک نوع ماده معدنی می باشد که دی اکسید تیتانیوم در ساخت آن به کار رفته است. قوسی که الکترودهای روتیلی مانند E6013 ، E7014 و هم چنین الکترودهایی که از جنس فولاد ضد زنگ کلاس XXX-16 هستند ایجاد می کنند، نسبت به الکترودهای سلولزی نرم تر هستند و نفوذ سبک تری دارند. در این الکترودها کنترل سرباره به راحتی صورت می گیرد و آتش گرفتن قوس نیز به راحتی رخ داده و از بین می رود. این الکترود باعث می شود جوشکار جذابیت بیشتری را تجربه نماید. کاربرد این الکترودها در ساخت های عمومی است و برای جوش هایی که بحرانی هستند به خصوصیات مکانیکی نیازی نخواهد بود.
اگر الکترود جوشکاری SMAW از نوع روتیلی باشد، اندازه قطرات مذاب آن نسبت به الکترودهای قلیایی کوچکتر خواهد بود و ظاهر یکنواختی در گرده جوش خواهیم داشت. اگر آمپر به میزان درستی تنظیم شود، برداشتن گل جوش پس از سرد شدن به راحتی رخ می دهد. از این الکترود را در درزهای جناغی که شکل V دارند، به خصوص در پاس های اول می توان استفاده کرد. قابلیت چکش کاری و براده برداری از مشخصات گرده جوش آن است و کاربردهای زیادی در کشتی سازی، ماشین سازی و پل سازی خواهد داشت.
الکترود جوشکاری پایه ای
الکترود جوشکاری SMAW در این نوع، قوسی که ارائه می دهند دارای نفوذ متوسط خواهد بود و از نظر خواص مکانیکی عالی می باشد. در این پوشش کلسیم فلوراید، پودر آهن با هیدروژن کم ، TiO2 و E7014 وجود دارد. ضخامت این پوشش متوسط است و پودر آهن از این رو به آن اضافه می شود که رسوب افزایش پیدا کند. انجماد سریع در جوش حاصل از این الکترود رخ می دهد تا به راحتی بتوان جوشکاری های عمودی، صاف، افقی و بالای سرب را انجام داد. کاربرد یکی از انواع این الکترود مانند E7018 در جوشکاری های اساسی چون کشتی ها، پل ها، ساخت و سازهای فلزی سازه و پروژه های نفت و گاز دریایی خواهد بود.
نامگذاری الکترود در جوشکاری SMAW
نامگذاری الکترود جوشکاری SMAW در طبقه بندی AWS A5.1 بدین شکل است که E نماد الکترود می باشد.UST نیز X1X2 مینیموم در KSI یا ۱۰۰۰ برای PSI می باشد. Y1 به معنی استفاده از الکترود AC و یا DC خواهد بود. H4 در الکترود جوشکاری SMAW نشان دهنده سطح هیدروژن پخشی است. X3X4 رسوب جوش مواد شیمیایی را نشان می دهد و Y2 نیز نشان دهنده موقعیت جوشکاری است طوری که شماره ۱ یعنی همه جهت ها، شماره ۲ صاف یا افقی بودن و شماره ۳ فقط صاف می باشد . به طور مثال در الکترود E7018 حرف E اسم اول الکترود است. عدد هفتاد قدرت مینیموم را نشان می دهد و در مواردی که قدرت کششی بیش تر از هفتاد هزار PSI می باشد. عدد یک یعنی در تمام موقعیت ها قابل جوش است، عدد ۸ نیز خصوصیت الکترود را نشان می دهد که جریان AC یا BC می باشد.
عملکرد روکش الکترود در جوشکاری SMAW
در جوشکاری SMAW روکش های الکترود وظایفی دارند که شامل ثبات قوس خواهد بود که این کار را با استفاده از عناصری چون سدیم و پتاسیم انجام می دهند. روکش الکترود جوشکاری SMAW منبع اصلی آلیاژی می باشد و فلز پرکننده اضافی خواهد بود. روکش الکترود منبع اصلی سیستم سرباره است که پشتیبانی از گودال جوش را بر عهده دارد و ناخالصی هایی که در رسوب جوش فلز مذاب وجود دارد را از بین خواهد برد. در زمان تجزیه دی اکسید کربن زیر حرارت قوس و هم چنین تجزیه کربنات کلسیم در پوشش CAO از قوس محافظت می نماید. بیست درصد از بازار مربوط به فلزات پر کننده مربوط به الکترودهای این جوشکاری است و این طور نیست که چون روندی قدیمی دارد، اهمیت آن پایین باشد. اگر موقعیت به گونه ای باشد که که قابلیت حمل و سادگی از اهمیت برخوردار باشد، جوشکاری SMAW مزایای زیادی خواهد داشت.
دسته بندی الکترودهای جوشکاری SMAW
در ابتدا در رابطه با رنگ الکترود باید بگوییم که علت تفاوت رنگ اکسید شدن الکترود است و این طور نیست که با توجه به رنگ، الکترود مورد نیاز انتخاب شود. الکترود قرمز نشانه اکسید شدن آهن است. الکترود آبی نشان دهنده اکسید کبالت است. الکترود سفید یعنی اکسید تیتانیوم و الکترود قهوه ای یعنی اکسید آهن و زینک. هم چنین الکترود سبز نشان دهنده اکسید کروم خواهد بود. بر اساس تقسیم بندی A5.1 نیز الکترود جوشکاری SMAW شامل الکترود Sureweld10P، الکترود sureweld 10P Plus، الکترود Sureweld 710P، الکترود Sureweld 6010، الکترود Sureweld 6011، الکترود Sureweld 6013، الکترود Sureweld 7014 و الکترود Sureweld 7024 خواهند بود.