
جوش آرگون یکی از انواع محبوب جوشکاری در صنایع مختلف می باشد. در جوش آرگون با استفاده از تنگستن قوس الکتریکی ایجاد می شود. آرگون یک نوع گاز کاملا بی بو و خنثی می باشد.گا ز آرگون زمانی که در مجاورت اکسیژن یا حرارت قرار می گیرد، برای انسان خطرناک می شود. تفاوت اصلی جوش آرگون یا تیگ با جوش معمولی یا همان جوش میگ در استفاده از الکترود تنگستن می باشد. برای توضیح تفاوت جوش آرگون با جوش CO2 خوب است که در مورد هریک از این دو نوع جوش اطلاعاتی کسب کنید.
جوش آرگون چیست؟
جوشکاری با گاز آرگون در مدت زمان کوتاهی پایان می پذیرد. در هنگام جوشکاری با آرگون برای جوشکاری به حرارت بالایی نیاز است، از این رو استفاده از لوازم خنک کننده در محل جوشکاری لازم و ضروری است. زمانی که مدت عملیات و پروژه های جوش آرگون زیاد باشد از سیستم های خنک کننده ی آبی استفاده می شود. برای انجام پروژه های عملیاتی جوش آرگون نیاز به ملزومات بسیاری است که عبارتند از: منبع تغذیه، تورچ مخصوص جوش آرگون، رگولاتور، سیلندرهای گاز آرگون. در روش جوشکاری با گاز آرگون با استفاده از تورچ دمای ناحیه ی جوشکاری به میزان حدود ۲۰۰۰ درجه سانتیگراد زیاد می شود و شرایط مساعدی برای حوضچه مذاب فراهم می شود. بدین ترتیب دو قطعه فولادی به یکدیگر متصل می شوند. وظیفه ی گاز آرگون محافظت از منطقه ی جوش در مقابل اکسید شوندگی می باشد. جوش آرگون از انواع جوشکاری های بدون آلودگی یا با حداقل آلودگی می باشد. در این نوع از جوشکاری جرقه، سرباره و دود ایجاد نمی شود از این رو یک جوش با کیفیت بالا بین دو قطعه ایجاد می شود. یکی از مزیت های جوش آرگون این است که جرقه های متداول در انواع جوشکاری در جوش آرگون دیده نمی شود.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

جوش آرگون (تیگ،آلومینیوم)
گاهی اوقات برخی از جوشکاران و کارفرمایان فعال در حوزه جوشکاری صنایع مختلف نام برند ماشین آلات و دستگاه های جوش را بر روی جوش آرگون می گذارند. در برخی موارد برای بالا بردن سرعت جوشکاری گاز آرگون را با گاز هلیوم ترکیب می کنند به این ترتیب امنیت دستگاه جوش آرگون نیز به میزان بالایی افزایش پیدا می کند. بیشتر جوشکاران داخل کشور به جوش آرگون جوش آلومینیوم نیز می گویند. جوش آرگون و جوش آلومینیوم هر دو یادآور یک نوع جوشکاری هستند که به جوشکاری تیگ نیز معروف است. جوشکاری با گاز آرگون برای افرادی که مهارتی در این زمینه ندارند بسیار خطرناک است و احتمال مسمومیت به همراه دارد. فردی که مهارت کافی در زمینه جوش آرگون ندارد ممکن است به اشتباه گاز آرگون را در مجاورت اکسیژن قرار دهد و بدین صورت تنفس این گاز سبب مسمومیت شود. به دلیل وجود اشعه ی مادون قرمز در جوش آرگون عوارض بسیاری را بر روی بدن انسان می گذارد. انواع سرطان های پوستی، پیری، کاهش توان جسمانی بخشی از عوارض پوستی هستند. برای جلوگیری از بروز عوارض ناشی از جوشکاری با گاز آرگون سعی کنید از لوازم و تجهیزات ایمنی مثل ماسک، دستکش، لباس ایمنی و… استفاده کنید.

عملکرد تجهیزات جوش آرگون
منبع تغذیه در جوشکاری با گاز آرگون نوعی مولد الکتریکی است که می تواند از انواع ترانسفورماتور یا ژنراتور باشد. تصور عموم اکثر مردم این است که وظیفه ی منبع تغذیه تولید انرژی است این تصور کاملا اشتباه می باشد. منبع تغذیه، انرژی یا جریان الکتریکی وارد شده را تبدیل به انرژی مورد نیاز برای جوشکاری می کند. همان طور که گفته شد وظیفه ی منبع تغذیه تبدیل انرژی به یک جریان الکتریکی DC یا AC است. در گذشته بخش اعظم منبع تغذیه را ترانسفورماتور اشغال می کرد که با گازوئیل یا بنزین کار می کرد از این رو دستگاه بسیار بزرگ و سنگین می شد و حمل و جابجایی آن مشکل بود؛ با پیشرفت تکنولوژی دستگاه های جدید جایگزین ترانسفورماتور شدند. گاز آرگون برای نگهداری نیاز به یک ظرف دارد معمولا گاز آرگون را داخل سیلندر ها نگهداری می کنند. سیلندرهای گاز آرگون به دو دسته تقسیم می شوند. سیلندر های یکپارچه که معمولا برای نگهداری گازهای خالصی مانند: آرگون، هلیوم، اکسیژن و… استفاده می شود. سیلندرهای گاز دوپارچه معمولا برای نگهداری گاز دی اکسید کربن و هیدروکربن استفاده می شود.
نحوه عملکرد رگلاتور، بست و مشعل
· رگلاتور به عنوان وسیله ای برای کاهش فشار گاز آرگون در داخل سیلندرهای گاز و هم به عنوان تنظیم کننده فشار گاز خروجی کاربرد دارد رگلاتور دو مدل دارد یک مدل گیج و مدل دیگر فلومتر دار می باشد.
· شیلنگ های مورد استفاده در گاز معمولا دارای متراژهای مختلفی هستند که برای اتصال آن ها به سیلندرها از بست استفاده می شود.
· تورچ یا مشعل برای کارهای جوشکاری و برشکاری مورد استفاده قرار می گیرد. اجزای تشکیل دهنده تورچ عبارتند از:کابل مشعل، کاور کابل، کلت بادی، گردنه تورچ، دسته تورچ و…
· کابل سیم برق وظیفه ی انتقال برق از منبع اصلی به انبر جوش را دارد. کابل های سیم جوش از جنس های مختلفی ساخته شدند که عبارتند از:کابل لاستیکی نسوز و کابل PVC
· الکترود وسیله ای است که سبب اتصال فلز رسانا به یک قسمت فلز نارسانا می شود و ارتباطات بین این دو قسمت را برقرار می کند.
· فلز تنگستن مورد استفاده در جوشکاری با گاز آرگون دارای مقاومت کششی و استحکام بالایی می باشد. این فلز ویژگی های خود را تا ۱۶۵۰ درجه سانتیگراد حفظ می کند. به علت حالت پذیری این فلز از آن در لامپ های نوری استفاده می شود.این فلز دارای نقطه ذوب بالایی می باشد.
جوشکاری معمولی یا میگ
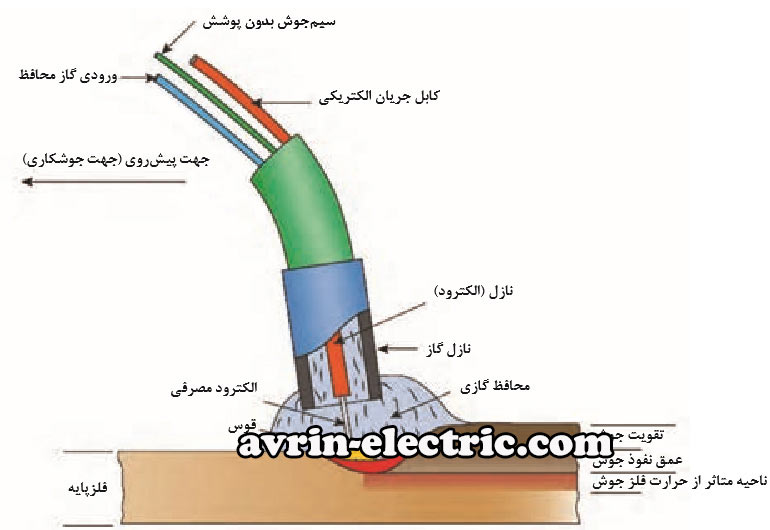
نوعی از جوشکاری با گاز آرگون یا هلیوم را جوش میگ می گویند. عملکرد این جوشکاری به این صورت است که با استفاده از قوس الکتریکی حرارت مورد نیاز برای جوشکاری ایجاد می شود و اتصال بین قطعات فلزی ایجاد می شود. اصول جوشکاری با این روش با استفاده از یک گاز بی اثر می باشد که نقش محافظ یا یک پوشش را ایجاد می کند.فرآیند جوشکاری میگ با استفاده از ماشین های اتوماتیک یا نیمه اتوماتیک انجام می گیرد. در نوع جوشکاری اتوماتیک میگ هیچ گونه دخالت انسانی وجود ندارد. ابزار مورد نیاز در جوشکاری نیمه اتوماتیک عبارتند از: مولد جریان الکتریکی، منبع تغذیه ی سیم، ولتاژ و سرعت دستگاه جوشکاری. عموما از این نوع جوشکاری در فضاهای سرپوشیده استفاده می شود.
مزایای جوشکاری میگ
· برای اتصال انواع قطعات با ضخامت باریک و نازک مناسب می باشند.
· زمانی که برای تمیز کردن جوش صرف می شود بسیار اندک است.
· از نظر اقتصادی بسیار به صرفه است.
· فرآیند جوشکاری به سرعت انجام می گیرد.
· میزان جوش پاشیده شده در قطعات بسیار کم می باشد.
· قطعات فلز به هنگام جوشکاری با این روش خرد نمی شوند.
· از این روش جوشکاری برای اتصال انواع قطعات فلزی و آلیاژهایی مانند: مس، منگنز، آهن و… استفاده می شود.
· زمانی در جوشکاری میزان هیدروژن کمتری مصرف شود در نتیجه اتصال و مقاومت قطعات افزایش پیدا می کند.
· الکترودهایی که برای جوشکاری استفاده می شوند باید با موادی که قرار است جوشکاری شوند هماهنگ باشند.
محدودیت های جوشکاری میگ
· لوازم مورد نیاز برای جوشکاری میگ بسیار پیچیده و پر هزینه هستند از این رو حمل و نقل آن بسیار سخت است.
· لوازم مورد نیاز این جوشکاری بسیار پر هزینه هستند. برای تعمیر دستگاه جوشکاری میگ باید هزینه ی زیادی مصرف شود.
· یکی از بخش های اصلی جوشکاری میگ تفنگ کوتاه می باشد که سبب محدودیت در جوشکاری می شود.
· باد سبب تغییر قوس می شود بنابراین باید از قوس در مقابل باد محافظت کرد.
مقایسه جوشکاری تیگ و میگ
همان طور که می دانید میگ نوعی از جوشکاری است که با گاز CO2 کار می کند و به دلیل راحتی کار روند جوشکاری با میگ محبوب تر از جوشکاری با آرگون است. یکی از تفاوت های جوشکاری تیگ و میگ در این است که جوش میگ به صورت مداوم انجام می گیرد اما جوش تیگ برای جوش نقطه ای و خاص مورد استفاده قرار می گیرد. در زمان هایی که جوشکاری برای یک محیط تمیز مدنظر باشد از جوش تیگ استفاده می شود و معمولا برای ساخت جوش از قوس الکتریکی استفاده می شود. یادگیری جوش میگ بسیار آسان است اما جوشکاری تیگ پیچیده تر است و نیاز به تمرین زیاد برای یادگیری آن است. این گازها را به نام های دیگری نیز نامگذاری می شود به عنوان مثال به جوشکاری میگ(گاز بی اثر فلزی) به جوشکاری تیگ(گاز تنگستن)گفته می شود. در جوشکاری میگ با استفاده از دستگاه جوشکاری و سایر ابزارات سیم جوش و فلز پایه را به یکدیگر اتصال می دهند. در این روش جوشکاری فولاد ضد زنگ، فولاد خفیف و ورق های فولادی با ضخامت کم تا زیاد را به یکدیگر جوش می دهند، اما جوشکاری تیگ برای جوشکاری قطعات نازک استفاده می شود. از این روش جوشکاری برای صنایع هوایی، دریایی و… استفاده می شود.
تفاوت مابین جوشکاری تیگ و میگ چیست؟
جوشکاری تیگ و میگ در کنار شباهت های بسیاری که با یکدیگر دارند دارای تفاوت هایی هم هستند که عبارتند از:
· جوش تیگ ترکیبی از تنگستن و گاز بی اثر است. در حالی که جوش میگ ترکیبی از فلز و گاز بی اثر است.
· الکترود مصرفی جوشکاری آرگون تنگستن است. الکترود در جوشکاری میگ قطعه فلز مورد استفاده در جوشکاری است.
· عملیات جوشکاری با گاز آرگون توسط قوس الکتریکی تنگستن با گاز بی اثر انجام می گیرد. اما در جوشکاری میگ با استفاده از قوس الکتریکی فلزی با گاز بی اثر صورت می گیرد.
· سیم مورد نیاز برای جوشکاری تیگ با دست و با میزان سرعت کمی تامین می شوند. اما در جوشکاری میگ سیم مورد نیاز توسط دستگاه تهیه می شود.