
یکی از روش های جوشکاری که در چند سال اخیر مورد استقبال زیادی قرار گرفته و برای انواع مصارف صنعتی مورد استفاده قرار می گیرد جوشکاری فراصوتی است. این نوع جوشکاری برای اتصال قطعات به یکدیگر از ارتعاشاتی استفاده می کند که فراتر از حد شنیدن است. در جوشکاری فراصوتی آن چیزی که باعث اتصال انواع قطعات فلزی و غیر فلزی می شود نوسانات ارتعاشی می باشد. این ارتعاشات سبب شکست مولکولی و اتمی می شود و در نتیجه اتصالات بین قطعات ایجاد می شود. فرآیند جوشکاری فراصوتی در مدت زمان یک ثانیه قطعات تحت فشار را به کمک ارتعاشات التراسونیک به هم متصل می کند.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

تاریخچه جوشکاری با تکنولوژی فراصوتی
جوشکاری با تکنولوژی فراصوت در سال ۱۹۴۰ به دنیای انواع روش های جوشکاری معرفی شد. عملکرد جوشکاری فراصوت به این ترتیب است که انواع قطعات پلاستیکی و فلزی در مدت زمان کوتاهی با حداقل انرژی و فشار به یکدیگر متصل می شوند.به علت محدودیت هایی که در جوشکاری سنتی وجود دارد جوشکاری فراصوت خیلی زود جایگاه ویژه ای پیدا کرد. امواج فراصوت ارتعاشات خود را در هر ثانیه ۱۰ هزار بار به سطوح انتقال می دهند

جوشکاری فراصوتی
از گذشته تا به امروز برای اتصال انواع قطعات که دارای جنس های مختلفی هستند از ابزارات مختلفی مانند پیچ، مهره، نخ و… استفاده میشده است.یکی دیگر از روش های اتصال فلزات به یکدیگر استفاده از فلز به عنوان یک عامل اتصال دهنده می باشد. در این روش با ذوب فلز توسط ابزارات ویژه اتصال بین قطعات فلزی به وجود می آید.حتی قطعات فلزی را می توان با روش ذوب مستقیم یا جوشکاری به یکدیگر متصل کرد.در جوشکاری بعد از خنک شدن قطعات فلزی اتصال بین قطعات فلزی مقاوم خواهد شد. از ایراداتی که به این نوع جوشکاری های وارد می شود صرف زمان و هزینه بالا می باشد. اما با گذشت چندین سال روش جوشکاری فراصوتی توانست جایگزین روش های جوشکاری سنتی شود.در این روش با استفاده از امواج فراصوت و صرف انرژی و فشار کمتر می توان قطعات فلزی را به یکدیگر اتصال داد جوشکاری فراصوتی توانست طی ۴۰ سال پیشرفت های چشمگیری داشته باشد. ویژگی های جوشکاری فراصوتی عبارتند از:
- در جوشکاری فراصوتی نیازی به فلز پرکننده نیست
- تغییر شکل قطعات پلاستیکی بسیار کم است
- اولین مرحله ی همه ی روش های جوشکاری تمیز کردن قطعات برای جوشکاری است.
نحوه اجرای جوشکاری فراصوتی
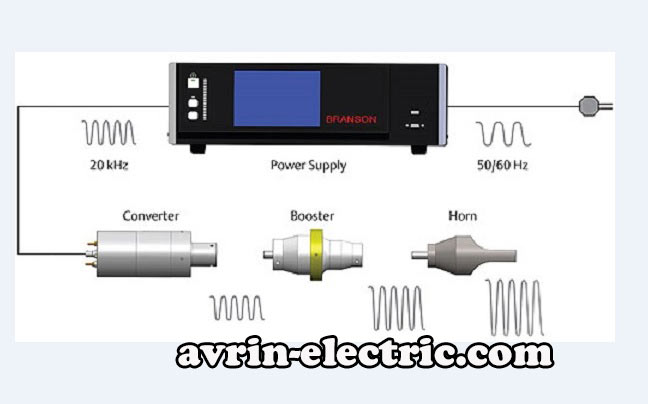
برای تولید گرمای حاصل از اصطکاک کافی است چکش را بر روی فلز بکوبید سپس گرمایی بین فلز و چکش ایجاد می شود.حال اگر سرعت حرکت دست و چکش صد هزار بار در صدم ثانیه تکرار شود گرمای بسیار زیادی در مدت زمان کوتاه ایجاد می شود. روش جوشکاری فراصوتی نیز به همین شکل میباشد با تولید صوتی بالاتر از حد شنیدن لرزش در زمان جوشکاری ایجاد می شود.لرزش موجب ساییده شدن قطعات به یکدیگر خواهد شد این ساییده شدن اصطکاک بین ذرات را به وجود می آورد و سبب افزایش دما می شود.گرما و اصطکاک به وجود آمده در قطعات سبب اتصال قطعات به یکدیگر می شوند. دستگاه مورد استفاده در جوشکاری فراصوتی متشکل از چهار بخش است.دستگاه فراصوت قادر خواهد بود برق با فرکانس پایین را به فرکانس بالا تبدیل کند.بعد از تغییر فرکانس برق با استفاده از یک ترانسفورماتور یا یک مبدل برق با فرکانس بالا به صوت با فرکانس بالا تبدیل خواهد شد. در کنار این دستگاه ها یک دستگاه تقویت کننده وجود دارد که وظیفه ی آن افزایش و بزرگتر کردن لرزش های فراصوت می باشد. در انتها دستگاهی به نام سونودرود لرزش های به وجود آمده را به مواد برای جوشکاری انتقال می دهد.

ترتیب اجرای عملیات جوشکاری فراصوتی
- در جوشکاری فراصوتی مانند سایر روش های جوشکاری مراحلی وجود دارد که عبارتند از:
- قطعاتی که قرار است برای اتصال استفاده شوند بر روی یک پایه ی نگهدارنده قرار می گیرند
- سونو درود یا شیپور به سایر قطعات جوشکاری متصل می باشد
- با وارد کردن فشار به قطعات فلزی ارتباط سونو درود با قطعات و پایه ی نگهدارنده حفظ خواهد شد
- شیپور وظیفه ی انتقال ارتعاشات فراصوتی به مواد را دارد که این عمل سبب افزایش دما می شود.
- قطعات فلز توسط جوشکاری فراصوتی به یکدیگر متصل می شوند
- دستگاه سونو درود به عقب کشیده می شود و قطعات متصل شده به هم از پایه نگهدارنده قطعات فولادی خارج می شوند.
دستگاه جوشکاری فراصوتی مجهز به کامپیوتر یا یک پردازشگر می باشد که زمان، فشار و دما را کنترل می کند. اتصالات و تغییرات مواد در مراحل جوشکاری فراصوتی کاملا وابسته به ویژگی های مواد می باشد. جوشکاری فراصوتی به این صورت است که لرزش های ناشی از ارتعاشات فراصوتی به طور موازی به سطح فلزات برخورد می کند.در این صورت اصطکاک بین قطعات ایجاد می شود دمای بین قطعات افزایش پیدا کرده و سبب اتصال مولکولی و اتمی بین قطعات می شود.
مراحل اجرای جوشکاری با تکنولوژی فراصوت
این نوع از جوشکاری یک روش متداول در کشورهای صنعتی به منظور اتصال انواع قطعات فلزی و پلاستیک می باشد. جوشکاری با تکنولوژی فراصوت از جمله جوشکاری در حالت جامد می باشد که شامل ۵ مرحله می باشد.
۱. آماده کردن سطح مورد نظر برای جوشکاری که شامل تمیز کردن سطوح از آلودگی می باشد
۲. گرم کردن قطعات فلزی با استفاده از ارتعاشات فراصوتی
۳. فشردن قطعات بر روی یکدیگر که به وسیله ی فشار باد صورت می گیرد.
۴. اتصال مولکولی قطعات که در زمان ذوب قطعات صورت می گیرد
۵. آخرین مرحله جوشکاری سرد شدن منطقه جوشکاری شده
جوشکاری مواد پلاستیکی توسط تکنولوژی فراصوت
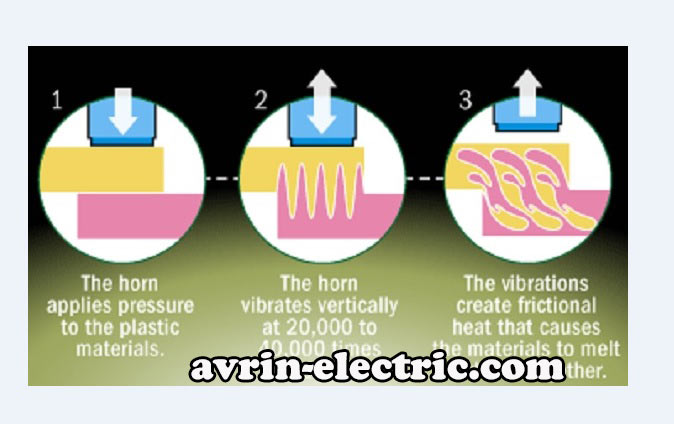
در جوشکاری فراصوتی قطعات پلاستیکی، لرزش های حاصل از فرکانس های فراصوت برخلاف قطعات فلزی عمود بر سطوح پلاستیکی وارد می شود. سپس از ساییده شدن قطعات پلاستیکی در اثر اصطکاک گرما تولید می شود و با افزایش دما برخلاف قطعات فلزی ،قطعات پلاستیکی ذوب می شوند و به این ترتیب مولکول ها و اتم های پلاستیک در اثر ذوب مواد به یکدیگر متصل می شوند.پس از سرد شدن پلاستیک، اتصال سطوح پلاستیکی کامل می شود. مدت زمان جوشکاری فراصوتی مواد پلاستیکی و قطعات فلزی با یکدیگر متفاوت می باشد. عوامل موثر و متغیر در جوشکاری فراصوت عبارتند از: فرکانس های مختلف در امواج صوتی، میزان فشاری که قطعات جهت اتصال وارد می شود و زمانی که جوشکاری فراصوت انجام می گیرد. همانطور که گفته شد جوشکاری فراصوت نوعی از تکنولوژی جدید در جوشکاری می باشد و در صنعت ساخت و تولید تجهیزات پزشکی، صنایع الکتریک و الکترونیک، برای ساخت اتومبیل، اسباب بازی، بسته بندی و… مورد استفاده قرار می گیرد.

مزایای جوشکاری با تکنولوژی فراصوتی
از جمله مزایای جوشکاری فراصوت عبارتند از:
۱. این نوع جوشکاری از انواع بسیار مقاوم و قدرتمند می باشد
۲. برای اتصال قطعات اعم از فلزی یا غیر فلزی نیاز به هیچ وسیله برای متصل نمی باشد
۳. در این روش نیازی به خشک کردن محل اتصال نمی باشد
۴. مراحل جوشکاری آسان می باشد
۵. نتیجه کار بسیار تمیز و دقیق می باشد
۶. برخلاف سایر روش های جوشکاری نیازی به تهویه ندارد
۷. اتصال کاملا قوی می باشد و امکان هیچ گونه دستکاری وجود ندارد
۸. انرژی استفاده شده برای جوشکاری بسیار کم می باشد.زیرا مدت زمان جوشکاری کوتاه است.
۹. کارایی بالا برای قطعات سبک و حساس به دما
همانطور که میدانید جوشکاری فراصوت در مقایسه با انواع روش های جوشکاری سنتی مزایای بسیاری دارد. به عنوان نمونه در جوشکاری فراصوت نیاز به انرژی زیادی برای افزایش دما نمی باشد و همین امر سبب صرفه جویی در انرژی و هزینه های جوشکاری می شود. جوشکار فراصوتی در مدت زمان بسیار کوتاهی انجام می گیرد.
ویژگی های جوشکاری با تکنولوژی فراصوت
از جمله ویژگی های منحصر به فرد جوشکاری فراصوت این است که نیازی به شعله ندارد. از این رو دارای امنیت بالایی می باشد.و از طرفی جوشکاران در معرض استنشاق گازهای مضر قرار نخواهند گرفت در برخی از مشاغل صنعتی برای اتصال سیم های مدار الکتریکی از لحیم کاری استفاده می شود اما با استفاده از جوشکاری فراصوت می توان این نوع از اتصالات را با کمترین سرعت ممکن بدون این که در معرض انواع گازهای مضر قرار بگیرید انجام بدهید.هر چند امکان دارد که دستگاهای فراصوتی به شنوایی جوشکاران صدمه وارد کند اما این مشکل به راحتی قابل حل است می توانید دستگاه فراصوت را در یک محفظه ویژه قرار دهید یا از محافظ گوش استفاده کنید. استفاده از جوشکاری فراصوتی در صنعت خودروسازی بسیار متداول شده است زیرا ثبات و قدرت جوش های فراصوتی به اندازه جوش های معمولی است. در خودرو سازی نوین برای کاهش وزن خودرو از آلومینیوم استفاده می شود و با استفاده از جوشکاری فراصوت در مدت زمان انجام جوشکاری صرفه جویی می شود و هزینه ها به میزان زیادی کاهش پیدا می کند.
معایب جوشکاری با تکنولوژی فراصوت
هر تکنولوژی با وجود مزایا و ویژگی هایی که دارد معایبی نیز دارد که استفاده از آن تکنولوژی را تا حدود زیادی کاهش می دهد.به عنوان نمونه جوشکاری فراصوت در عمق کمتر از یک میلیمتری انجام می گیرد. از این رو از این روش جوشکاری برای قطعات نازک فلز، پلاستیک و… استفاده می شود. به علت این محدودیت نمی توان از این تکنولوژی برای جوشکاری قطعات فولادی ساختمان ها استفاده کرد.یکی دیگر از محدودیت های این تکنولوژی این است که عملکرد جوشکاری فراصوت در مورد مواد مشابه بسیار بهتر از دو نوع ماده از دو جنس مختلف است به عنوان مثال اتصال دو پلاستیک با جوشکاری فراصوت بسیار بهتر انجام می گیرد تا اتصال یک ورق آلومینیم با یک سیم از این رو برای اتصال قطعات نامتشابه از یک ماده واسط استفاده می شود.