
یکی از انواع جوشکاری که در آن از جریان متناوبی که فرکانس بالایی دارد به عنوان یک منبع حرارتی برای ذوب کردن سطوحی که قرار است متصل شوند، استفاده می کند، جوشکاری مقاومتی فرکانس بالا خواهد بود. در جوشکاری مقاومتی فرکانس بالا با استفاده از سیم پیچ و تماس الکتریکی می توان فرکانس بالا را تامین نمود. در این مقاله به بررسی اطلاعاتی درباره جوشکاری مقاومتی فرکانس بالا خواهیم پرداخت تا آگاهی خود را در این زمینه افزایش دهید.
جوشکاری مقاومتی فرکانس بالا
در جوشکاری مقاومتی فرکانس بالا، این فرکانس زیاد برخلاف جریان مستقیم، در طول سطوح با چگالی بالایی جریان پیدا می کند و بازگشت آن از سطوح موازی مجاور خواهد بود. این مسائل نشان می دهد که می توان به صورت کاملا مشخصی گرما و ذوب شدن را بر مناطقی که مورد نیاز است متمرکز کرد. در این جوشکاری القای جریان به قطعه را به وسیله یک سیم پیچ خواهیم داشت. اثرات پوسته ای و نزدیک بودن جریان، سبب تمرکز فلوی جریان در قسمت V شکل لبه های ورق خواهد شد، در نتیجه سطوح ذوب شده و اتصال برقرار می شود. گاز محافظ را در برخی از فلزات فعال نیاز داریم تا از ایجاد اکسیداسیون در منطقه جوش و HAZ جلوگیری کند. مقاومتی که در برابر جریان الکتریکی و میدان مغناطیسی وجود خواهد داشت، انرژی گرمایی لازم را ایجاد خواهد کرد.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

فرآیند جوشکاری مقاومتی فرکانس بالا
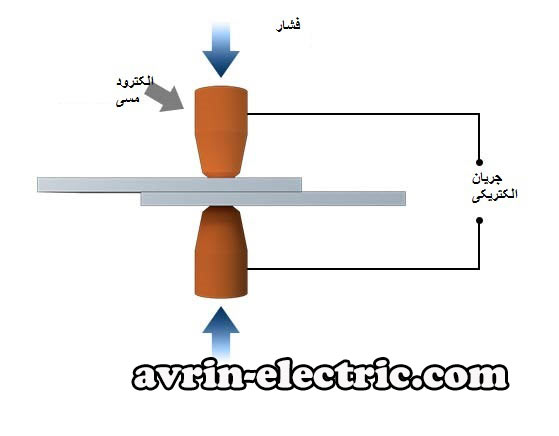
جریان الکتریکی در این فرآیند با فرکانس بالایی به وسیله دو کفشک وارد سطح ورقی می شود که به محل تماس دو لبه نزدیک است و منجر به ایجاد مدار بسته ای از جریان الکتریکی خواهد شد. مذابی که در محل تماس دو لبه لازم است، از طریق حرارت حاصل ایجاد می گردد. با توجه به ضخامت، پارامترهای فرآیند و جنس مواد مورد جوش، میزان و سرعت عملیات مشخص خواهد شد. به طور مثال اگر منبع قدرت شصت کیلووات باشد، با سرعت نود متر بر دقیقه می توان درز لوله ها را جوش داد.

مواد قابل جوش با جوشکاری مقاومتی فرکانس بالا
موادی که می توان آنها را با جوشکاری مقاومتی فرکانس بالا به طور موثری جوش داد شامل تیتانیوم، برنج، مس، فولادهای زنگ نزن، فولادهای کربنی و آلومینیوم خواهد بود. این دسته از موادی که حالت ناپایداری در دماهای جوشکاری دارند و یا خواص آنها بعد از ضعیف شدن در طی جوشکاری قابل بازیابی نمی باشد، با این روش کمتر جوش داده می شوند. در صورت نیاز به خریداری تجهیزات جوشکاری مقاومتی فرکانس بالا با شماره تماس های موجود در سایت تماس برقرار کنید و راهنمایی های لازم را از کارشناسان مجرب مجموعه دریافت کنید.
مزایای جوشکاری مقاومتی با فرکانس بالا
مزایای جوشکاری مقاومتی فرکانس بالا این است که سرعت بالایی دارند و اندازه و نوع مواد آن تنوع بسیاری دارد. کیفیت جوش در بسیاری از موارد تحت تاثیر حضور هوا نخواهد بود و نیازی نیست اتمسفرهای خاصی برای این جوشکاری وجود داشته باشد مگر در فلزات فعال که این طور نیست. کیفیت جوش تحت تاثیر اکسیدها و آلودگی های سطحی نخواهد بود. بخش وسیعی از فلزات و همچنین پلاستیک ها با این روش قابل جوش دادن خواهند بود. حتی اگر از نصب درست تجهیزات در این جوشکاری مطمئن نباشیم نیز این روش بسیار اقتصادی خواهد بود البته اگر تجهیزات به درستی نصب شوند، موجب صرفه جویی در مصرف انرژی خواهند شد. به طور مثال در یک فرآیند جوشکاری مناسب، تا پنجاه درصد صرفه جویی در مصرف انرژی خواهیم داشت. به غیر از این مزایا با معایبی نیز در جوشکاری مقاومتی فرکانس بالا رو به رو خواهیم بود که ذکر خواهیم کرد.
معایب جوشکاری با فرکانس بالا
این جوشکاری برای تولید با حجم و سرعت پایین مناسب نخواهد بود. فرآیند آن پیوسته است و توقف یا شروع مجدد در آن نخواهیم داشت تا منجر به ناپیوستگی جوش نشود. این جوشکاری بیشتر در مواردی کاربرد دارد که بخواهیم در فلزات لبه های پیوسته یا سر به سر را اتصال دهیم. ساخت تیوب و لوله های درز بیشترین موردی است که از این جوشکاری استفاده می شود. اگر بخواهیم تیوب های مبدل های حرارتی را بسازیم، این فرآیند مناسب خواهد بود. ساخت اشکال ساختمانی مثل میله های H و I و هم چنین مقاطع T شکل با استفاده از جوشکاری مقاومتی فرکانس بالا خواهد بود. اتصالات طولانی نبش و سپری نیز با این روش متصل خواهند شد.
نقش ولتاژ در جوشکاری فرکانس بالا
شارش جریان ایجاد شده از ولتاژ را در لبه ها خواهیم داشت، یعنی جایی که نقاط دو لبه به هم می رسند و موجب می شوند گرمای زیادی به سرعت ایجاد شود. این دو لبه گرم شده توسط چرخ های جوش با فشار زیادی به هم فشرده می شوند؛ در این لحظه لوله های موجود در چرخ های جوش لغزش می کنند و موجب اتصال زنجیروار لبه ها به هم می شوند. در نتیجه این فشار محل اتصال از فلز ذوب شده و آلودگی های موجود در سطح پاک خواهد شد و یک ساختار جوشی بسیار مستحکم ایجاد می کند.
انواع ولتاژ در جوشکاری فرکانس بالا
ولتاژ جوشکاری مقاومتی فرکانس بالا در دو نوع تماسی و القایی خواهد بود. اعمال ولتاژ در قسمت عرضی لبه های باز لوله خواهد بود که قبل از نوک منطقه V قرار گرفته اند. در نوع تماسی القای ولتاژ به لبه های شکاف به طور مستقیم و بر اثر لغزش در تماس ها صورت می گیرد ولی در نوع القایی، القای ولتاژ توسط یک جریان القایی محاطی که از پیچه ناشی می شود، صورت می گیرد. در نوع القایی قطعه هم صاف تر خواهد بود و هم جوش بیشتری خواهد داشت اما راندمان و ارزشی که خواهد داشت، پایین تر خواهد بود.
دلیل استفاده از فرکانس بالا
در جوشکاری مقاومتی فرکانس بالا، استفاده از فرکانس شصت هرتز سبب می شود به لبه های اتصال نیرو وارد شود و شارش جریان در بیشترین حد خود در سطح بیرونی لوله رخ دهد و در نتیجه گرم شدن کل لوله را داشته باشیم. جاری شدن جریان همیشه در سمتی خواهد بود که مقدار مقاومت ظاهری کمتر باشد. در فرکانس پایین شباهت زیادی بین مقاومت اصلی و مقاومت ظاهری در جریان های AC یا DC وجود خواهد داشت. در واقع اجزای مقاومتی در مقاومت ظاهری، سبب حکمفرما شدن آن در فرکانس های پایین خواهند شد. اما با افزایش فرکانس تغییر را در میدان مغناطیسی خواهید داشت و با واکنش القایی ظاهر شدن فاکتور اصلی در مشخص کردن مقاومت ظاهری رخ می دهد. رابطه مستقیمی بین القا و فرکانس وجود دارد، هر چه فرکانس بالاتر باشد، به نیروی مغناطیسی کمتری نیاز خواهیم داشت که این خود باعث کم شدن تعداد دور و جریان در پیچه خواهد شد. جریان عبوری در V نیز تحت تاثیر فرکانس است و با افزایش فرکانس تمرکز جریان در لبه های شکاف بیشتر خواهد بود.
نکات داشتن جوش کارآمد
یکی از دلایلی که سبب می شود کیفیت کار در جوشکاری مقاومتی فرکانس بالا کم شود، این است که موقعیت پیچه و مانع درست نمی باشد. با اعمال ولتاژ در عرض لبه های شکاف، جاری شدن جریان را در دو راه اصلی خواهیم داشت. جریان در طول شکاف تا لبه ی V جاری خواهد شد و منجر به افزایش دمای شکاف می شود تا جایی که به دمایی که برای جوش مورد نیاز است، برسد. جاری شدن جریان فرعی را در محیط داخلی لوله خواهیم داشت که موجب گرم شدن لوله می شود و نقشی در جوشکاری نخواهد داشت. در جوش القایی شارش مجموع جریان ها در بخش بیرونی لوله خواهد بود و کامل شدن مدار گردش جریان رخ می دهد.
در واقع گذشت جریان از سطح داخلی هر لوله سبب گذشت آن از سطح بیرونی نیز خواهد شد که باعث می شود هدر رفتن انرژی تا دو برابر بیشتر شود. در واقع انرژی تولیدی برابر با مجذور جریان است و اگر جریان کمترین افزایش را داشته باشد، بالا رفتن انرژی بسیار زیاد خواهد بود. اینکه V از لحاظ طولی و زاویه پایین باشد، مقاومت را تغییر داده و بلند بودن آن نیز سبب می شود، برای گرم کردن طول لبه ها به زمان بیشتری نیاز باشد و با افزایش اتلاف انرژی رو به رو می شویم. تاثیر اندازه V از فرکانس جوش دهنده در رابطه با افزایش دادن عرض منطقه بیشتر است. مقاومت ظاهری لوله با کوچک کردن پیچه و افزایش دادن قطر لوله افزایش می یابد و در جایی که شارش بیشترین جریان را داشته باشیم رشد می کند.
آماده سازی لبه ها در جوشکاری فرکانس بالا
اگر آماده سازی لبه های شکاف به طور موازی نباشد و قرارگیری آنها به شکل گوشه دار، نامنظم و نوک تیز باشد، باعث می شود زمانی که از ریل باله عبور می کند به شکل هموار و تخت درنیاید و در نتیجه کیفیت کار را تغییر دهد. این موضوع به این دلیل است که قبل از ایجاد جوش دیواره به دیواره باید به گرم کردن مجموع فلز بیشتری پرداخت. اگر لبه ها وضعیت درستی نداشته باشند، مواد مذاب را به مقدار زیادی پراکنده می کنند و جوش نامنظمی به شکل دندانه دندانه ایجاد می کنند که اگر اصلاح نشود، از جمله عیوب جوش به شمار می رود. در حالت صحیح باید رسیدن گوشه های داخلی به هم قبل از گوشه های خارجی باشد و باید دقت کرد که چرخ های جوش فرسوده نباشند تا شکل گیری لبه ها به درستی صورت بگیرد.