
در صنعت جوشکاری دو نوع جوشکاری زائده ای با کاربری متفاوت از یکدیگر موجود می باشد.جوشکاری زائده ای یا استادولدینگ و جوشکاری زائده ای (PW) همان طور که از نام این نوع از جوشکاری مشخص است هدف اصلی جوشکاری زائده ای اضافه کرد قطعه ای یا یک قسمت از فلز است به طوری که قطعه ی متصل شده به صورت یک قطعه ی جدید و مجزا نباشد و به راحتی اجزای متصل به هم با وجود زائده قابل تشخیص باشند.البته از لحاظ یکپارچگی و نحوه ی اتصال مشکلی وجود ندارد و کیفیت جوش بسیار مناسب خواهد بود.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

جوشکاری زائده ای یا استاد ولدینگ
برای اتصال انواع پیچ، مهره، نبشی و… بر روی سطوح فلزی از جوشکاری زائده ای یا استاد ولدینگ استفاده می شود.این نوع از جوشکاری در صنایع مختلفی به کار می رود.به عنوان مثال در صنایع ساخت اتومبیل، عمران و راه سازی، ساخت پل و… روش جوشکاری زائده ای به این شکل است که با یک قوس الکتریکی حرارتی بین زائده و قطعه ایجاد می شود و حوضچه مذاب تشکیل می شود بدین ترتیب زائده و قطعه به یکدیگر متصل می شوند.در ابتدا زائده ی مورد نظر داخل تفنگ جوشکاری قرار می گیرد و با شروع جوشکاری به سه نظام وارد می شود.زمانی که تفنگ را به صورت عمودی بر روی سطح قرار می دهید بلافاصله کلید روی تفنگ را لمس کنید با روشن شدن تفنگ جوشکاری جریان الکتریکی برقرار می شود. زائده کمی از از سطح قطعه دورتر می شود پس از این که قوس الکتریکی تشکیل شد.حرارت ایجاد شده موجب اتصال قطعه و زائده به یکدیگر می شود.همین که جریان الکتریکی قطع می شود زائده با فشار بالایی به سمت قطعه پرتاب می شود و مانند چکش بر روی قطعه کوبیده می شود و به قطعه کار متصل می شود. دراین نوع از جوشکاری نیازی به فلز پرکننده نیست.
جوشکاری زائده ای یا Projection
جوشکاری زائده ای (PW ) زیر مجموعه ی جوشکاری های مقاومتی می باشد.جریان الکتریکی بر اثر نقطه ی تماس شکل می گیرد.وظیفه اصلی جوشکاری زائده ای این است که حرارت صرفا در نقطه تماس تولید شود.در این روش جوشکاری زائده ای نسبت به سایر روش های جوشکاری نیرو و زمان کمتری مصرف می شود.در این فرآیند تعداد زیادی نقطه جوش تشکیل می شود که باعث افزایش سرعت جوشکاری می شود.جوشکاری زائده ای خود به دو گروه تقسیم می شود که شامل جوشکاری زائده ای جامد و جوشکاری زائده ای برجسته می شود.شکل گیری جوشکاری زائده ای به صورت ورق به ورق می باشد.در این نوع از جوشکاری حرارت تولید شده بر روی زائده و نقطه تماس ساطع می شود بدین ترتیب زائده ذوب می شود و زائده به ورق فلزی متصل می شود.به هنگام جوشکاری زائده ای جامد برای اتصال مناسب تر زائده با ورق فلزی باید زائده به یک قسمت فلزی فورج شود بعد از آن زمانی که حرارت به نقطه ی تماس تابیده می شود زائده به ورق فلزی متصل می شود.در این روش زائده به راحتی ذوب نمی شود در واقع زمانی زائده ذوب می شود که مواد مخالف به یکدیگر نفوذ کنند.
جوشکاری زائده ای برجسته
همان طور که گفته شد در جوشکاری زائده ای نحوه اتصال به صورت ورق به ورق می باشد در جوشکاری زائده ای برجسته زائده بر روی ورق قرار می گیرد.حرارت مستقیم بر روی نقطه تماس مشترک زائده و ورق فلزی تابیده می شود حرارت موجب می شود زائده از شکل اولیه ی خود خارج شود.در واقع اتصال مناسب ورق فلزی و زائده حاصل از فورج و نفوذ مواد به یکدیگر می باشد.اتصالات جوشکاری های نقطه ای،نواری و زائده ای برجسته بسیار شبیه جوشکاری های حالت جامد می باشند تا از نوع جوشکاری هایی که از طریق روش ذوبی انجام می گیرند.اتصالات به روش ورق به ورق برای انواع سیم در حالات مختلف، برای پیچ ها، مهره ها و… مورد استفاده قرار می گیرد.در روش جوشکاری مقاومتی تنها می توان فلزاتی با ضخامت کم را به یکدیگر متصل کرد.اما با استفاده از جوشکاری مقاومتی زائده ای دیگر محدودیتی برای ضخامت جوشکاری وجود ندارد.الکترود مورد استفاده در جوشکاری مقاومتی نقطه ای به صورت فک های پرس می باشد.فشار جریان الکتریکی در این روش بالاتر می باشد.
عملکرد دستگاه استادولدینگ
دستگاه استادولدینگ مورد استفاده برای جوشکاری زائده ای از سه قسمت اصلی تشکیل شده است که عبارتند از:
۱. جریان الکتریکی موجود در دستگاه استادولدینگ توسط اینورتر کنترل می شود به نحوی که حاصل کار یک جوش با کیفیت بالا باشد.
۲. تفنگ یا نازل (اسلحه)وسیله ای است که گل میخ درون آن قرار می گیرد و به هنگام جوشکاری گل میخ از تفنگ فاصله می گیرد تا تفنگ بتواند حرارت را به سطوح فلزی انتقال دهد.
۳. کابل،انبر و سایر تجهیزات که وظیفه ی اتصال دستگاه به زمین را دارد.
برای نصب گل میخ به تیرآهن کافی است از دستگاه استادولدینگ استفاده کرد. روش های بسیاری برای اتصال گل میخ به تیر آهن وجود دارد اما رایج ترین روش آن جوش قوس گل میخ می باشد.در جوشکاری قوسی گل میخ، وظیفه ی الکترود بر عهده ی گل میخ می باشد.به این ترتیب حرارت بین گل میخ و تیرآهن تشکیل می شود و سبب اتصال گل میخ به تیر آهن می شود.معمولا در دستگاه استادولدینگ گل میخ را قرار می دهند و سپس جوشکاری بال تیرآهن آغاز می شود.برای حفاظت از حوضچه مذاب تشکیل شده حاصل از قوس الکتریکی از حلقه سرامیکی استفاده می شود.
نکات مهم استفاده از دستگاه استادولدینگ
· گل میخ مورد استفاده در جوشکاری باید از متریالی باشد که کیفیت مناسبی داشته باشد در روش ساخت گل میخ باید از تکنیک فورج سرد استفاده شود.
· برای داشتن یک جوش با کیفیت مناسب توجه کنید که گل میخ، ورق فلزی و سازه به طور کامل خشک باشد.
· برای جوشکاری با دستگاه استادولدینگ می توانید از برق شهری با آمپر ۵۵ استفاده کنید.
· قبل از استفاده از دستگاه استادولدینگ ورق گالوانیزه بر روی تیرآهن به طور کامل چکش کاری می شود.
· در زمان پایان عملیات جوشکاری شعله پوش سرامیکی را خارج کنید و سطح کار را به طور کامل تمیز کنید.
· کابل متصل به دستگاه استادولدینگ دارای ابعاد ۱۶*۳ دارد
· زمانی که گل میخ باید بر روی ورق گالوانیزه جوشکاری شود از شعله پوش سرامیکی دنده درشت باید استفاده کرد.اما زمانی که گل میخ بر روی سازه ی ساختمان جوشکاری می شود از شعله پوش سرامیکی دنده ریز استفاده می شود.
· به هنگام جوشکاری گان دستگاه باید به صورت عمودی باشد.
· برای تعویض تجهیزات دستگاه استاد ولدینگ باید ۵۰۰۰ گل میخ استفاده شود.
· برای ایجاد انجماد حاصل از جوشکاری باید دستگاه به مدت ۳ ثانیه ثابت نگه داشته شود.

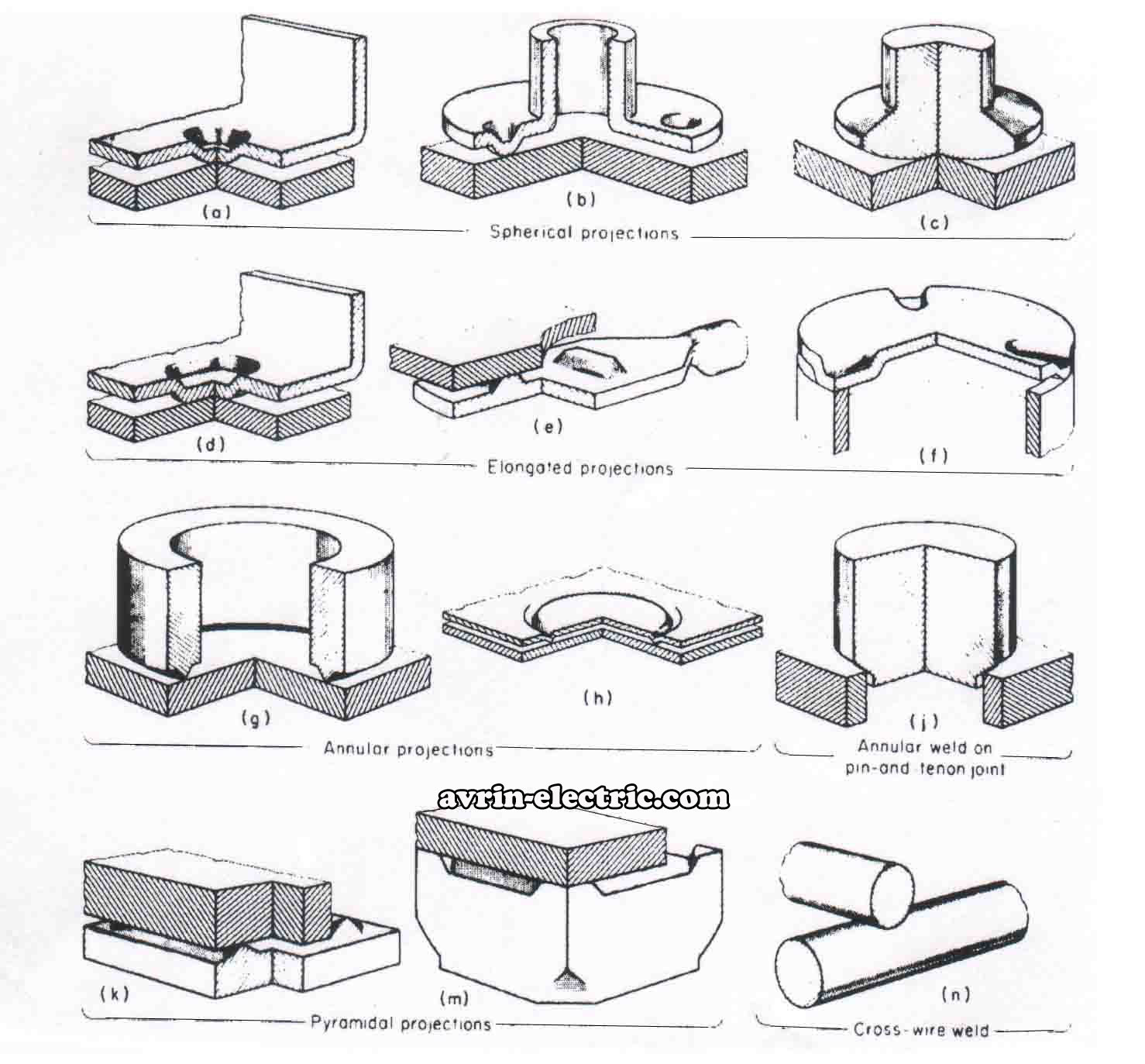
شکل ظاهری زائده ها
زائده های موجود در روش جوشکاری PW به صورت نیم کره، برجستگی بزرگ، دایره یا دارای گوشه های در اطراف خود هستند و یک هندسه نامنظم دارند.برای این که یک نقطه ی تماس داشته باشند کافی است نسبت به یکدیگر زاویه ی ۹۰ درجه داشته باشند.وقتی که زائده های جوشکاری داغ می شوند شکل آن ها تغییر می کنند و قطعات به یکدیگر متصل می شوند.زمانی که زائدها سرد می شوند قطعات به یکدیگر متصل می شوند.زائده هایی که به شکل دایره هستند می توانند اتصال هیدرولیکی ایجاد کنند.اگر تعداد زائده ها زیاد باشد می توان چندین زائده را به طور همزمان به یکدیگر متصل کرد.نکته ی خوبی که در این روش جوشکاری وجود دارد این است که نیازی به الکترود ندارد.پارامترهای موثر در این جوشکاری عبارتند از:طریقه قرار گرفتن قطعات، نحوه قرار گیری مواد زائد، طریقه جوشکاری
تاثیر قرارگیری زائدها
زمانی که زائدها به شکل نادرستی بر روی هم قرار گیرند سبب ایجاد مشکلاتی در فرآیند جوشکاری می شود.بهترین حالت قرار گیری زائده ها به صورت موازی می باشد.زمانی که جوشکاری زائده ای به صورت کوچک به همدیگر متصل میشوند بهترین نوع جوشکاری زائده ای ایجاد می شود.در جوشکاری زائده ای زمانی که الکترود در یک قسمت به کار برده می شود در آن قسمت جریان بیشتری انتقال پیدا می کند و در قسمت دیگر قطعه جریان الکتریکی کمتری جریان دارد.این روش جوشکاری مستعد پاشیدگی می باشد.
زائده های غیر همشکل
چنان چه شکل و ظاهر زائده ها با یکدیگر متفاوت باشند جوشکاری زائده ها دچار مشکل می شوند.زمانی که تعداد زائده هایی که از نظر شکل ظاهری با یکدیگر متفاوت هستند از یک تعدادی بیشتر باشد عبور فلوی جریان الکتریکی دچار مشکل میشود.هرچقدر که زائده ها سایز بزرگتری داشته باشند با سرعت کمتری عبور داده می شوند و گرمای کمتری را در خود نگه داری می کنند و دیرتر از زائده هایی با اندازه کوچکتر داغ می شوند.در نتیجه اتصال در زائدهای کوچکتر بهتر انجام می گیرد.چنان چه طول زائده ها کمتر باشد نمی توانند با سطوح کار تماس داشته باشند در نتیجه فلوی جریان از آن ها عبور نخواهد کرد وقتی طول زائده ها کم باشد از سایر زائده ها برای ذوب شدن عقب می مانند.این امر سبب می شود که کیفیت جوش بسیار کاهش پیدا کند.
تاثیرات سایز زائده ها
برای داشتن یک جوشکاری با کیفیت مناسب سایز زائده ها، شکل زائده ها، میزان تحمل گرما و تلرانس تاثیر بسیاری دارد.زمانی که شکستگی در زائده ها ایجاد شود و سایز زائده ها دچار مشکل شود فرآیند جوشکاری به طور کامل خراب می شود و راهی برای تعمیر آن وجود ندارد.وقتی سایز زائده ها بزرگتر از حد استاندارد باشد نمی توان به راحتی آن ها را داغ کرد و دیر تر از باقی زائده ها ذوب می شود.از طرفی زائده های خیلی کوچک نیز بسیار زود داغ می شوند و زود هم ذوب می شوند.در این صورت فرآیند جوشکاری از کنترل خارج می شود.