در جوش مقاومتی نواری برای اینکه بتوان یک مسیر جوش ایجاد کرد، حرارت با فشاری که وارد می شود، ترکیب می گردد. این حرارت از مقاومتی حاصل می شود که قطعه کار در برابر عبور جریان از خود نشان می دهد. در این جوشکاری مجموعه ای از پایان نقاط جوش را در درز جوش خواهیم داشت. در این مقاله نیز به بررسی اطلاعاتی از جوش مقاومتی نواری خواهیم پرداخت تا با مزایا و معایب این روش آشنا شوید و کاربردهای آن را بدانید.
جوش مقاومتی نواری
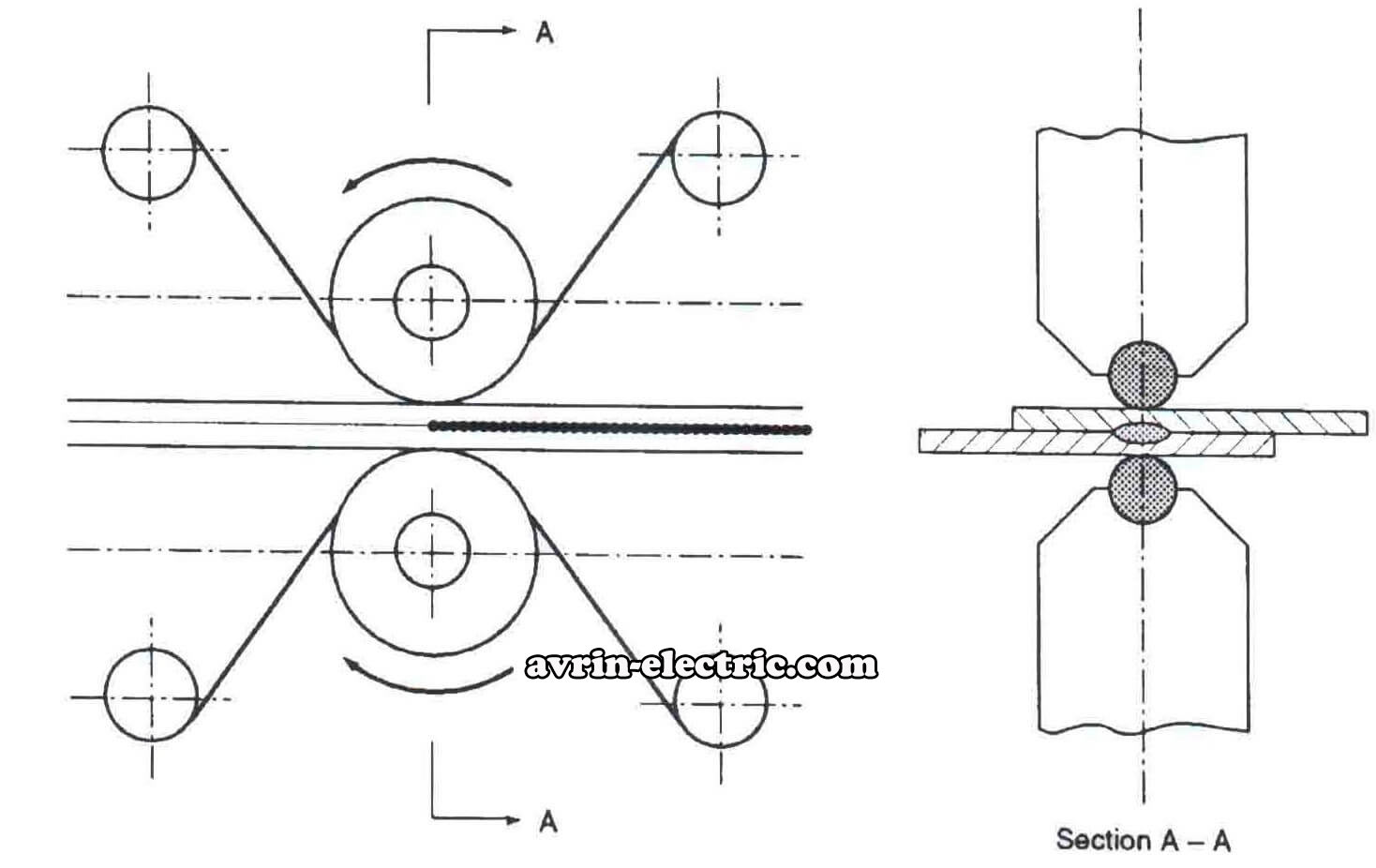
در جوش مقاومتی نواری برای اینکه بتوان در فلزکار نیرو، جریان، و خنک کردن را اعمال نمود از دو الکترود که دایره ای شکل و غلطکی می باشند، استفاده خواهد شد. اصول کار با دستگاه جوش مقاومتی نواری از نظر مسائلی چون سیستم فشار دهنده، ترانسفورماتور و … شبیه دیگر دستگاه های جوشکاری مقاومتی است و غلطک ها در دستگاه به چند روش مختلف قرار خواهند گرفت که دو نوع عمود و موازی نسبت به سایر روش ها مهم تر است. جوشکاری نواری به صورت متناوب یا مداوم انجام می گیرد که در نوع متناوب پیش رفتن چرخ ها به سمت موقعیت دلخواه خواهد بود و توقف را برای ساخت هر جوش خواهیم داشت و تا زمانی که به طول دلخواه جوش برسد ادامه خواهد داشت. در جوشکاری نواری مداوم همزمان که جوش ها ساخته می شوند، چرخیدن چرخ ها هم ادامه پیدا می کند.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

نوار جوش در جوشکاری نواری
در این جوشکاری به جای اینکه نقطه های جوش را داشته باشیم، نوار جوش پیوسته ای تشکیل خواهد شد و بیشتر برای اینکه مخازنی را تولید کنند که ورق نازکی دارند و در برابر نشت محکم هستند، استفاده می شود. جوش در این فرآیند به صورت تدریجی ایجاد می شود که شروع آن از نقطه ابتدایی خواهد بود و ادامه آن تا انتهای کار خواهد بود. سطوحی که نیمه مذاب هستند در اثر فشار جوشکاری به هم فشرده می شوند و جوشی که یکنواخت می باشد را ارائه می دهند. نوار جوشی که از این جوشکاری حاصل می شود بسیار با دوام است زیرا نقطه اتصال بر اثر فشار و گرما کاملا پر می شود. در صورت نیاز به خرید تجهیزات و دستگاه جوش مقاومتی نواری با شماره تماس های موجود در سایت تماس حاصل فرمایید و مشاوره های لازم را از کارشناسان مجرب مجموعه دریافت نمایید.
نقش الکترود در جوش مقاومتی نواری
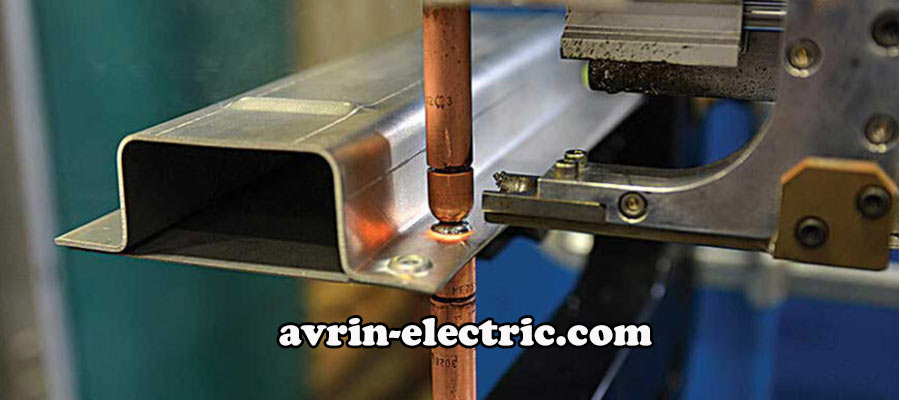
جوش مقاومتی نواری با جوشکاری نقطه ای شباهت دارد اما تفاوتی که دارد این است که الکترودهای غلطکی شکل دارد. دو الکترود در این جوشکاری استفاده می شود و اکثرا جنس آنها مس می باشد. نقشی که الکترودها دارند، وارد کردن فشار و انتقال دادن جریان الکتریکی خواهد بود. شکل دیسک مانند دارند و چرخششان به وسیله حرکت موادی خواهد بود که در زیرشان است. این گونه نیست که این الکترودها ماند میله های ایستاده باشند بلکه به صورت چرخ های متحرک می باشند. الکترودی که در این جوشکاری به کار می رود، ورقه های فلزی را به خوبی متصل می کند.
الکترودهای غلطکی موجود در دستگاه جوش مقاومتی نواری با وارد کردن نیرو به محور به شکل مستقیم و یا وارد کردن نیرو به سطح خارجی حرکت خواهند کرد. الکترودها با شکل های مختلف نیز در این فرآیند قابل استفاده هستند. به طور مثال از الکترود غلطکی و میله ای سطح می توان استفاده نمود و یا می توان روی غلطک ها از سیستم تغذیه سیم مس درون شیاری استفاده نمود. نقطه جوش ها بدون برداشتن نیرویی که الکترودها وارد می کنند، تشکیل خواهند شد. چرخش الکترود غلطکی در زمان فرآیند جوشکاری ممکن است متناوب و یا مداوم باشد. باید دقت زیادی در انتخاب مقدار و شکل موج جریان، چگونگی خنک کردن، مشخصات الکترود و سرعت جوشکاری داشت تا کیفیت کار بالا باشد.
مزایای جوش مقاومتی نواری
جوش مقاومتی نواری نسبت به دیگر جوشهای مقاومتی نظیر نقطه ای و زائده ای مزایایی دارد. از جمله این مزایا به سرعت بالای جوشکاری و مزیت اقتصادی که دارد می توان اشاره کرد. اتصالی که ایجاد می شود در برابر مایع یا گاز نشت ناپذیر خواهد بود و عرض جوش از قطری که جوش نقطه ای دارد، می تواند کمتر شود زیرا این امکان وجود دارد که الکترودها دائما تراشیده شوند. جوش حاصل از مقاومت نواری که خنک شدن آن با هوا صورت می گیرد، از جوشی که نتیجه جوشکاری لیزر می باشد، سختی کمتری خواهد داشت. قابلیت جوشکاری در این روش نیز به جوشکاری لیزر در رابطه با فولادهای پوشش دار بالاتر خواهد بود زیرا در منطقه جوش به دلیل فشار بالایی که اعمال می شود، امکان فرار مواد پوشش به حداقل می رسد.
در مقایسه با جوشکاری نقطه ای نیز قابلیت جوشکاری فولادهای پوشش دار در جوش نواری بیشتر است چون می توان پوششی که روی الکترودها باقی مانده است با روشهایی حذف نمود. از آنجا که در این روش پاشش جوش وجود ندارد، فرآیندی تمیز خواهد بود. گاز محافظ در آن وجود ندارد و در نتیجه دودی تولید نمی شود. برای اتصال از ماده فیلر استفاده نمی شود و در بسیاری از پروژه ها کاربرد دارد. از آنجا که به صورت کاملا اتوماتیک آن را می توان انجام داد به تعداد زیاد می تواند صورت بگیرد . این فرآیند را تنهایی و یا همراه با دیگر جوشکاری ها می توان استفاده کرد.
معایب جوشکاری نواری
بیشترین کاربردی که جوش مقاومتی نواری دارد، در خطوط مستقیم خواهد بود اما اگر خطوط پیچیده و منحنی باشند، از این جوشکاری نمی توان استفاده کرد. برای جوش دادن گوشه داخلی در کار نیز جوش مقاومتی نواری مفید نخواهد بود. اگر غلطک نتواند در یک مکان به خوبی حرکت کند، این جوشکاری قابل استفاده نمی باشد. اگر ضخامت ورقه های فلزی که قصد داریم به هم متصل کنیم از ۳ میلی متر بیشتر باشد نیز این روش قابل انجام نخواهد بود. با توجه به سرعتی که این جوشکاری دارد، نیاز است که آموزش های لازم را دیده باشید و مهارت لازم را کسب کنید تا جوش حاصل با کیفیت باشد. از دیگر معایب جوش مقاومتی نواری گران بودن دستگاه های آن می باشد.
کاربرد جوشکاری نواری
اگر تانک های سوخت ماشین ها نیاز به جوشکاری داشته باشند، از جوش نواری استفاده خواهد شد. هم چنین اگر جنس قوطی ها قلع باشد و یا بخواهیم جوش را در طبل های استیل و رادیاتور انجام دهیم از جوشکاری نواری استفاده می کنیم. جوشکاری اگزوز و بشکه نیز جز کاربردهای این جوشکاری محسوب می شوند. اتصال در ترانسفورماتور های یخچال و روغن و هم چنین تانک های هواپیما نیازمند جوش مقاومتی نواری خواهد بود. آلیاژهای منیزیم، نیکل و فولاد های ضد زنگ را با این جوش نواری می توان متصل نمود.
چگونگی فرآیند جوشکاری نواری
در طول یک اتصال در جوش مقاومتی نواری اتصال جوشی پی در پی خواهیم داشت. این جوشکاری مقاومت زیادی دارد و از طول عمر بالایی برخوردار است چون محدوده ای که در جوشکاری در بر می گیرد، زیاد خواهد بود. در این روش در ابتدا در ورقه های فلزی عبور جریان الکتریکی را خواهیم داشت و نیرویی مکانیکی آنها را به سمت هم هل می دهد تا کنار یکدیگر بمانند. وقتی لبه ها کنار هم قرار گرفتند آنها را از زیر الکترود عبور می دهند که طی این عبور و تماسی که با الکترود پیدا می کنند، ذوب می شوند. در واقع مقاومت زیادی که در برابر جریان الکتریکی بالا به وجود می آید، سبب این ذوب شدن خواهد شد. الکترودها گرمایی تولید می کنند که سبب می شوند قطعه هایی که از زیر آنها می گذرند به طور مداوم جوش داده شوند. در این روش چرخش متناوبی که غلطک ها دارند در جوشکاری مورد استفاده قرار می گیرند. چرخش غلطک ها پیوسته خواهد بود و توقفی نخواهد داشت و قبل از اینکه جریان وارد آنها شود، سرعتشان مشخص می گردد.
نکات ایمنی در جوشکاری نواری
از جمله نکات ایمنی که در جوش مقاومتی نواری باید رعایت کرد، توجه به میزان جریان مصرفی در تجهیزات خواهد بود. اگر این جریان زیاد باشد سطحی که بین غلطک و موادی که قرار است جوش داده شوند قرار دارد، بسیار گرم می شود. اگر محیط جوش داده شده را با آب شستشو دهیم، گرمایی که توسط الکترودها ایجاد می شود کاهش پیدا می کند. این گونه در فرآیند اتصال غلطک ها خنک می شوند. سرعت جوشکاری نیز مهم است و باید به اندازه آن دقت نمود. سرعتی که در طول درز و شکاف وجود دارد، کیفیت جوش را تحت تاثیر قرار می دهد. با رعایت این نکات کیفیت جوش نیز بالاتر خواهد رفت.
جوشکاری نواری با سیم مصرفی
جوشکاری نواری با سیم مصرفی جایگزینی برای جوش مقاومتی استاندارد می باشد و شیاری را در غلطک های آن خواهید دید و بین چرخ و موادی که قرار است جوش داده شوند، سیم مسی را می توان قرار داد. منبع این سیم مسی قرقره ای است که به دور چرخ الکترود پیچیده خواهد شد. سرعت جوشکاری، سرعت عبور آن از چرخ را مشخص خواهد کرد. اگر بخواهیم فولادهای ضد زنگ و روکش شده را جوش دهیم، این روش مناسب است. این جوشکاری قابل اعتماد است و سرعت جوشکاری آن هفتاد متر در دقیقه خواهد بود. به دلیل استفاده از سیم مصرفی هزینه آن بالا است ولی جنس مس سبب می شود هزینه کمی پایین تر بیاید.