گرده جوش یکی از متداول ترین اشکالاتی است که در فرایند جوشکاری ایجاد می شود. جوشکاری از مشاغل خطرناک و قدمت دار صنعتی است، که از زمان های گذشته فرایند های بسیاری برای کاهش دادن عیوب این شغل به کار گرفته شده است. اما برخی از اشکالات آن از گذشته تا امروز باقی مانده اند و روش مخصوصی برای از بین بردن آنها عنوان نشده است. با این حال، جوشکاران ماهر تا حد زیادی می توانند از بروز عیوب جوشکاری جلوگیری نمایند
جوشکاری چیست؟
جوشکاری فرایندی صنعتی است که در طی آن، اتصالات دائمی ایجاد می شود. با اتصالات دائمی میان فلز ها، می توان قطعات جدیدی را به وجود آورد. برای فرایند جوشکاری دو عامل مهم به نام حرارت و فشار وجود دارد. حرارت و فشار مورد نیاز برای این فرایند، از طریق برخی دستگاه های مخصوص ایجاد می شود. به دو فلزی که در جوشکاری قصد اتصال آن ها را داریم، فلز پایه می گوییم.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

فلزات پایه می توانند هم از یک جنس و هم از دو جنس متفاوت باشند. اما باید توجه کرد که در جوشکاری دو فلز متفاوت، حرارت باید برای نخستین بار، با فلز نرم تر برخورد کند. برای این که فضا خالی میان جوشکاری دو فلز پر شود، از فلز پر کننده استفاده می کنند. فلزات پر کننده یا همان فلزات جوش، با نام فیلر ها نیز شناخته می شوند و با پر کردن فضا های خالی، استحکام و کیفیت جوشکاری را افزایش می دهند.
انواع جوشکاری
از آنجایی که شغل جوشکاری یکی از پرکاربرد ترین مشاغل دنیا به حساب می آید، روش های مختلفی برای انجام آن معرفی شده است. هر کدام از روش های جوشکاری به یک نوع صنایع خاص اختصاص دارد. اما در برخی صنایع می توان چندین روش را با یکدیگر استفاده کرد. به طور کلی می توان انواع جوشکاری را به دو نوع جوشکاری حالت جامد و جوشکاری ذوبی، تقسیم نمود. جوشکاری ذوبی همان جوشکاری معمولی است که اکثریت با آن آشنایی دارند.
در این فرآیند، فلزات حتما باید به نقطه جوش برسند تا فرایند جوشکاری انجام گیرد. اما در جوشکاری حالت جامد، نیازی به ذوب کامل فلزات نیست و تنها نرم شدن و پلاستیکی شدن فلزات اهمیت دارد. در این جوشکاری حرارت بالایی وجود ندارد و از روش های پر کاربرد صنعت به حساب می آید. جوشکاری با قوس تنگستن، جوشکاری با الکترود پوشش دار، جوشکاری زیر پودری، جوشکاری با گاز محافظ خنثی، جوشکاری اکسی استیلن، جوشکاری هیدروژن و … از انواع مختلف فرایند جوشکاری هستند که در میان آن ها، جوشکاری با الکترود پوشش دار، متداول تر و راحت تر می باشد.
عیب های جوشکاری
جوشکاری نیز مانند دیگر مشاغل در کنار مزایایی که دارد، عیوبی را نیز بر جای می گذارد. البته این عیوب در حین فرایند جوشکاری ایجاد می شوند و اغلب آنها را می توان با وسایل مخصوصی برطرف نمود. به طور کلی، عیب های جوشکاری به عیوب دو بعدی و سه بعدی تقسیم می شوند. از عیوب دو بعدی می توان به ترک خوردگی، عدم ذوب کامل و عدم نفوذ کامل، اشاره کرد. این عیوب همان طور که به راحتی ایجاد می شوند، به راحتی نیز می توان آنها را ترمیم نمود. اما عیب های سه بعدی گسترده تر و عمیق تر هستند. نفوذ اضافی، ایجاد منفذ، بریدگی کناره های فلز و گرده جوش، از اصلی ترین عیب های سه بعدی جوشکاری به حساب می آیند. در میان عیوب ذکر شده، احتمال به وجود آمدن گرده اضافی جوش از همگان بیشتر می باشد.
گرده جوش چیست؟
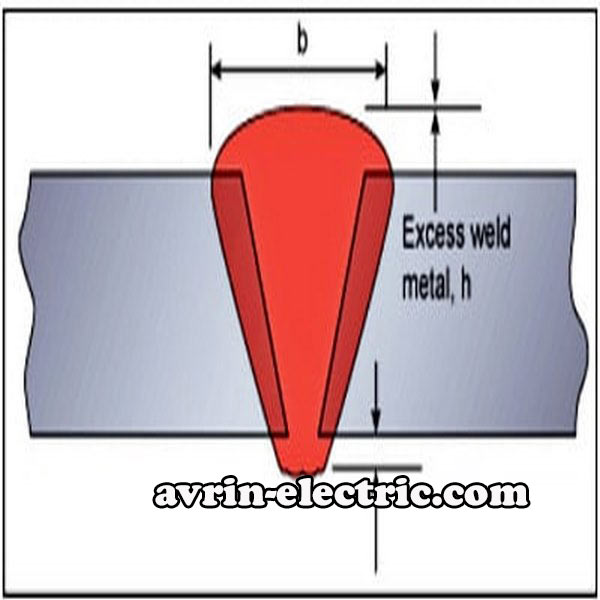
همانطور که در مطالب پیشین ذکر کردیم، استفاده از فلز جوش، اصلی ترین امری است که باید در جوشکاری رعایت کرد. در واقع اگر فلزات جوش نباشند، فرایند جوشکاری ناقص خواهد بود و به سرانجام نخواهد رسید. فلزات جوش که اصطلاحا به آنها فیلر نیز می گویند، برای پر کردن فضا های خالی فلزات پایه استفاد می شوند. این فلزات در کنار اهمیتی که دارند، می توانند یکی از بزرگ ترین عیوب جوشکاری، که به آن گرده جوش اضافی می گویند، را پدید آورند. گرده اضافی جوش در جوشکاری هنگامی پدیدار می شود، که برای اتصال فلزات پایه از فلز جوش، بیش از حد مورد نظر استفاده گردد. در نتیجه استفاده بیش از اندازه از فیلر ها، علاوه بر پر شدن فضا های خالی، مقدار زیادی از فیلر بر روی سطح کار می آید و به عنوان گرده اضافی جوش شناخته می شود.
گرده جوش در کدام قسمت های فرایند جوش ایجاد می شود؟
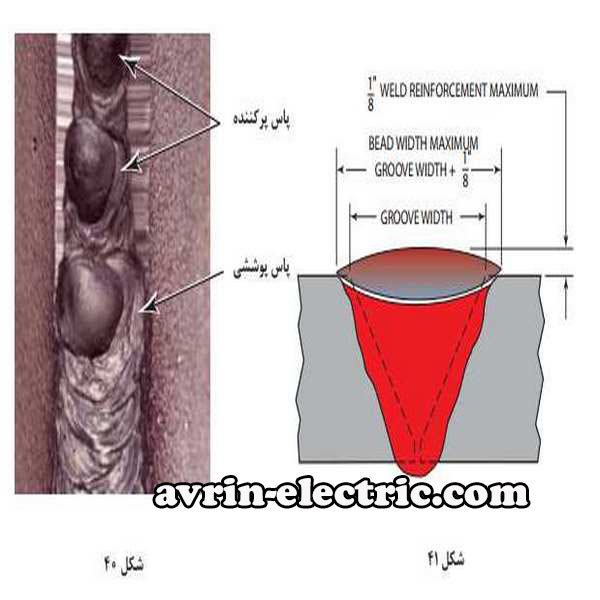
گرده جوش از عمده ترین مشکلات جوشکاری است که با کمی دقت می توان از بروز آن جلوگیری نمود. البته در بسیاری از جوشکاری ها، گرده اضافی جوش ایجاد می شود و تا کنون بار ها شاهد این عیب بوده ایم. گرده اضافی جوش می تواند در اولین و آخرین پاس جوشکاری ایجاد گردد. پاس جوشکاری، اصطلاحی است که به شیار های مختلف میان فلزات تعلق می گیرد. نخستین پاس جوشکاری، با نام پاس ریشه شناخته می شود.
در این پاس، جوشکاران با ذوب لبه های فلزات، آنها را به یکدیگر اتصال می دهند. در واقع فلز پایه در عمیق ترین شیار جوشکاری، ریخته می شود. در این پاس، اگر استفاده از فلز جوش بیش از حد باشد، گرده جوش پدیدار می شود. ایجاد گرده های اضافی جوش در پاس نهایی نیز بسیار متداول می باشد. پاس نهایی، آخرین شیار و کم عمق ترین شیار میان دو فلز پایه می باشد. اغلب گرده های جوشی که بر روی فلزات دیده می شوند، مربوط به پاس نهایی جوشکاری می باشند.

مشکلات ناشی از گرده اضافی جوش
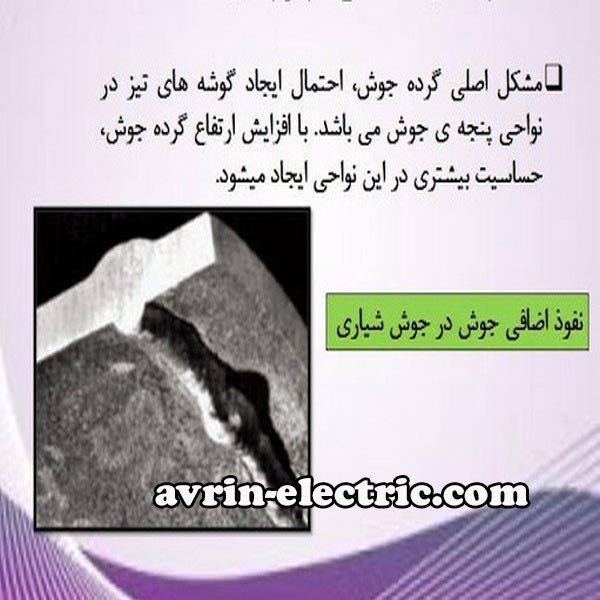
گرده جوش یکی از عیوب بزرگ فرایند جوشکاری به حساب می آید و مسلما مشکلاتی را نیز ایجاد می کنند. لازم به ذکر است که مشکلات ایجاد شده از عیوب فرایند جوشکاری، می تواند موجب اختلال در کیفیت جوشکاری و اتصال فلزات شود. عمده ترین مشکلی که گرده جوش، عامل ایجاد آن است، تیز بودن قسمت جوشکاری شده فلزات می باشد. گرده اضافی جوش قسمت پنجه جوش را تیز می کند. پنجه جوش یا weld toe، فصل مشترک میان فلزات پایه و فلز جوش می باشد. با ایجاد گرده جوش، این قسمت تیز و برنده می شود.
از دیگر مشکلاتی که از ایجاد گرده های جوش پدید می آید، حساسیت قسمت پنجه جوش نسبت به ضربه می باشد. هرچه ارتفاع گرده های اضافی جوش در شیار میان فلزات افزایش یابد، پنجه جوش حساس تر می شود و با یک ضربه ناگهانی، ترک می خورد و شکسته خواهد شد. در واقع می توان عنوان کرد که گرده جوش استحکام قسمت جوش خوردگی فلزات را پایین می آورد و یک جوشکاری بی کیفیت را به سرانجام می رساند. از دیگر مشکلاتی که گرده اضافی جوش می تواند ان را ایجاد کند، ترک خوردگی مرکزی می باشد. این نوع ترک خوردگی در شرایطی ایجاد می شود که عمق گرده نسبت به پهنا آن بیشتر باشد.
گرده جوش به انگلیسی
جوشکاری یکی از مهم ترین زیر شاخه های رشته مواد و متالوژی است. در این رشته اصطلاحات مختلف و گوناگونی برای فرایند جوشکاری به کار برده می شود. اصطلاح گرده جوش، اصطلاح فارسی شده کلمه Weld bead می باشد. می توان گفت که در تمامی کتاب ها و مقالات معتبر دنیا در مورد فرایند جوشکاری، از اصطلاح انگلیسی این واژه استفاده می گردد. از این رو دانستن و یادگیری این اصطلاح و دیگر اصطلاحات کلیدی فرایند جوشکاری، برای دانشجویان این رشته بسیار حائز اهمیت می باشد.
از بین بردن گرده اضافی جوش
به طور قطعی روشی برای از بین بردن گرده های جوش ایجاد شده، در محل جوش خوردگی دو فلز پایه، وجود ندارد. زیرا که نمی توان فلزات جوش اضافی را از شیار ها پاک کرد. این عیب در اثر حرفه ای نبودن جوشکار ایجاد می شود. در واقع جوشکار از عمق شیار فلزات پایه، آگاه نیست و با پر کردن سریع شیار ها با فلز جوش، موجب ایجاد شدن گرده جوش می شود.
پس از خنک شدن محل جوش خوردگی نمی توان گرده ها را از بین برد. همان طور که ذکر شد، یکی از مشکلاتی که گرده اضافی جوش عامل ایجاد آن است، ترک مرکزی می باشد. هنگامی که در شیار ها با ترک خوردگی مواجه شدید، باید به نسبت عمق پاس ها، پهنا را نیز از فلز جوش پر کنید. این امر در شرایطی پاسخگو می باشد که ترک ها جزئی باشند. در صورت ایجاد ترک های گسترده، نمی توان پهنا را از فلز جوش پر نمود.
زاویه نامناسب گرده اضافی جوش
یکی دیگر از عیوبی که در رابطه با گرده جوش در جوشکاری پدید می آید، زاویه نامناسب ایجاد شدن گرده اضافی جوش می باشد. این عیب نیز در صورت مبتدی بودن جوشکار و عدم داشتن مهارت های لازم جوشکار، ایجاد می شود. از دیگر دلایل ایجاد این اشکال، شیب بیش از اندازه قطعات کار می باشد. شیب قطعات باید در حالت استاندارد قرار بگیرند تا فلز جوش یا همان فیلر های پرکننده، در یک زاویه مناسب، اتصال فلزات پایه را پدید آورند. همچنین زاویه در دست گرفتن الکترود جوشکاری نیز بسیار اهمیت دارد. در جوشکاری با روش الکترود پوشش دار، زاویه در دست گرفتن الکترود ها، باید یک زاویه متمایل ۱۵ تا ۲۰ درجه ای نسبت به خط قائم باشد. با رعایت تمامی نکات گفته شده، می توان از ایجاد زاویه نامناسب گرده اضافی جوش، جلوگیری کرد.