
جوشکاری فشاری را به دو روش دستی و اتوماتیک می توان انجام داد. برای قطعات فولادی نیز از جوشکاری فشاری می توان استفاده نمود و دو قطعه از فلز مانند لوله را به هم می توان متصل نمود. در این جوشکاری موادی شبیه به هم جوش می خورند و در واقع یکی از انواع جوش مقاومت به شمار می آید. در این مقاله به بررسی اطلاعاتی درباره جوشکاری فشاری خواهیم پرداخت تا آگاهی خود را در رابطه با این روش اتصال افزایش دهید.
جوشکاری فشاری
رخ دادن جوشکاری فشاری در یک مرحله صورت می گیرد و تمام ناحیه ای که لازم به جوش خوردن است را در بر خواهد گرفت. مقاومتی که فلز به جریان عبوری دارد، موجب ایجاد گرما در ناحیه جوش می شود. انتقال جریان را در این قطعات خواهیم داشت و علاوه بر اینکه متحمل جریان می شوند، فشار را نیز تحمل می کنند. در واقع بعد از اینکه منطقه ای که باید جوش داده شود متحمل گرما، جریان و نرم شدن قرار گرفت، به آن فشار نیز وارد می شود. در این لحظه جوشکاری به اتمام می رسد و شکل گرفتن اتصال جوشی را خواهید داشت. جوشکاری فشاری از نوع حالت جامد است و تغییر شکل سطوح از طریق فشاری است که بر آن وارد می شود. نتیجه این فشار نزدیک شدن سطوح نسبت به هم خواهد بود، طوری که تماس برقرار شود و جوش حاصل شود.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

نحوه اتصال در جوشکاری فشاری
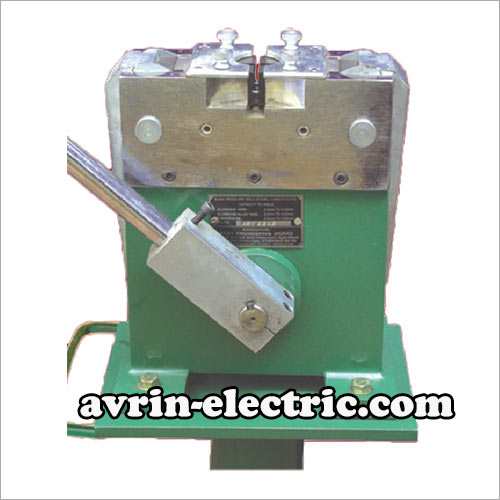
در جوشکاری فشاری یا pressure butt welding در یک خط قرار گرفتن دو قطعه فلز را به شکل سریالی در یک مسیر پشت سر هم خواهیم داشت. از دستگاه های بزرگ جوشکاری برای این فرآیند می توان استفاده کرد و یا اینکه فرد جوشکار برای این منظور از ماشین هایی که دستی، کوچک و قابل حمل هستند، استفاده می کند. فرآیند جوشکاری فشاری را یک فرآیند اقتصادی می توان دانست که قابل اعتماد می باشد و در آن به هیچ وسیله اضافی نیاز نخواهیم داشت. برای انواع فلزات و پلاستیک از این جوشکاری می توان استفاده نمود و برای این منظور دو ورق فلزی باید در کنار هم قرار بگیرند تا جوش دادن آنها در یک خط صورت بگیرد و بدین ترتیب جوش فشاری را خواهیم داشت.

ضخامت مواد در جوشکاری فشاری
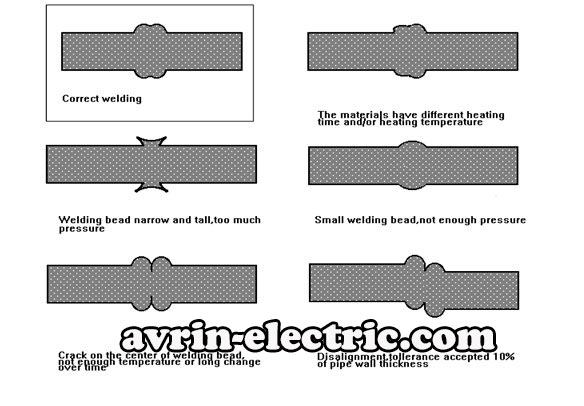
ضخامت موادی که قرار است جوش بخورند در شکل جوش تاثیر گذار است. اگر این مواد نازک باشند، شکل جوش مربعی خواهد بود یا اینکه برای جوش دادن آنها لبه ساده مناسب می باشد. اما اگر این قطعات ضخامت زیادی داشته باشند، باید لبه ها را طوری تراشید که شکل V حاصل شود. این امکان وجود دارد که هر لبه را جداگانه تراش داد و به شکل V درآورد. در حالتی که ضخیم ترین مواد را داشته باشیم شیار double – v مناسب خواهد بود. یعنی باید تراش دادن هر دو سمت فلزات به شکل V باشد. در این شرایط در هر دو طرف باید فیلر را استفاده کنیم. اشیائی که اندازه خیلی بزرگی دارند و یا فلزاتی که خیلی صخیم هستند، شکل double – v برایشان مناسب خواهد بود.
کاربرد جوشکاری مقاومت فشاری
بیشترین کاربرد جوشکاری فشاری در اتصال لوله ها خواهد بود که برای این منظور انتهای این لوله ها که قرار است جوش بخورند را می تراشند و آماده اتصال می کنند. این جوشکاری، اتصالی قوی ایجاد می کند که قابل اعتماد خواهد بود. در این فرآیند نیازی نیست که گرمای ورودی زیاد باشد و گرمای کم تاثیرگذار خواهد بود. هم چنین سرعت بالایی را در این فرآیند خواهیم داشت.
شباهت جوشکاری جرقه ای سر به سر با فشاری
جوشکاری جرقه ای سر به سر و جوشکاری فشاری در زمره جوشکاری مقاومتی قرار می گیرند و در هر دو روش جریان و حرارت به طور یکباره به ناحیه ای که قرار است جوش بخورد، وارد می شود. حرارت نیز در هر دو فرآیند در نتیجه مقاومت به جریان الکتریکی تولید می شود. در بیشتر اوقات این دو فرآیند را با هم اشتباه می گیرند. فرمول Heat = I2RT به منظور محاسبه گرما در این دو روش خواهد بود که در این فرمول I جریان الکتریکی را نشان میدهد که واحد آن آمپر می باشد. R نیز مقاومت الکتریکی قطعاتی که در جوشکاری وجود دارند را نشان خواهد داد. زمان نیز با T نشان داده می شود و و در هر دو روش از جریان مستقیم یا متغیر می توان استفاده نمود.
نحوه انجام جوشکاری مقاومت فشاری
جوشکاری فشاری را می توان در زمره اولین انواع جوشکاری مقاومتی دانست که در صنایع مختلف استفاده می شود. از یک دستگاه جوشکاری برای انجام جوش های فشاری و جرقه ای می توان استفاده نمود. بیشترین تفاوت آنها مربوط به فشار و جریان الکتریکی خواهد بود. دو قطعه ای که قرار است جوش داده شوند، در نوع جوشکاری فشاری متحمل فشار می شوند و سپس جریان الکتریکی را بر آنها وارد می کنند. داغ شدن قطعات را در پی وارد شدن جریان خواهیم داشت و بدین ترتیب در نتیجه ی این گرما و فشار، قطعات به هم متصل می شوند. فرآیندی یک مرحله ای را در این جوشکاری خواهیم داشت. وارد شدن فشار و جریان تا زمانی خواهد بود که اتصال صورت بگیرد. ناحیه ای که بر اثر گرما نرم شده است، متحمل فشار شده و در نهایت جوش خواهد خورد. از جرقه در جوشکاری فشاری استفاده نخواهد شد. در نهایت پس از جوش فشاری منطقه ای ایجاد می شود که صاف و متقارن خواهد بود. جوشکاری فشاری در انواع مدرن خود موجب اتصال سیم ها و میله هایی خواهد شد که قطر کمی خواهند داشت.
پیشرفت های جوشکاری مقاومت فشاری
در صنایع امروزی استفاده از جوشکاری فشاری به مقدار بسیار زیادی صورت می گیرد. از آنجا که در این روش از جریان الکتریکی به مقدار زیاد استفاده می شود، قطعات خیلی داغ می شوند و لازم است که در این فرآیند دقت لازم را در نگهداری داشت. اقدامات اولیه و پیش نیاز را برای انجام این جوشکاری نیاز خواهیم داشت. سطحی که قرار است جوش داده شود، باید صاف باشد و آن را تمیز کرد و در یک راستا قرار داد. این فرآیند را باید به درستی انجام داد تا جوشی که ایجاد می گردد ضعیف نباشد. جریان الکتریکی نا مناسب یکی از دلایلی است که موجب می شود جوشکاری به درستی انجام نشود. قبل ها به غلط تصور می شد که جوشی که از جوشکاری فشاری ایجاد می شود، نسبت به جوش جرقه ای ضعیف تر می باشد که استفاده از جریان محدود DC و میکروپروسسورهایی که پیشرفته هستند، موجب از بین رفتن این باور غلط شده است.
از ماشین های کوچکی که پنج تا صد KVA می باشند در ابتدا برای این جوشکاری استفاده میشد و جریان آن نیز AC تک فاز بود. هر چه پروژه بزرگتر باشد به جریان الکتربکی بیشتری نیاز خواهد داشت. هر چه جریان نیز زیادتر باشد، لازم است که منبع برق قوی تر باشد و از تجهیزات بزرگتری استفاده شود. اخیرا در جوشکاری فشاری از منبع برق DC سه فاز استفاده می شود که با کاهش مقدار جریان اولیه، منطقه ای که برای جوش آماده است را به میزان زیادی گرم می کنند. از این جوشکاری برای جوش دادن مواد آهنی و غیر آهنی نیز استفاده خواهد شد. هزینه ماشین های سه فاز DC برای استفاده در جوشکاری های فشاری بالا است و ناحیه گرمی که ایجاد می شود، بر اساس تحقیقات صورت گرفته کوچکتر خواهد بود.
فاکتورهای مهم در انتخاب نوع جوشکاری
در هر پروژه باید از روشی در جوشکاری استفاده کرد که با آن متناسب باشد چون محصولاتی که می توانیم به هم جوش دهیم بسیار متنوع می باشند. فاکتورهای مهم در انتخاب روش جوشکاری کارایی، نیازمندی های پروژه، عدم پاشش جوش و تمیزی خواهد بود که جوشکاری فشاری یا جرقه ای را مشخص خواهند کرد. ابزاری که در جوشکاری های فشاری مورد استفاده قرار می گیرد مانند سایر فرآیندهای جوشکاری تحت تاثیر تکنولوژی های جدید تغییر می کنند. عواملی که سبب پیشرفت جوشکاری فشاری شده است منابع برق AC و DC، پیشرفت متوالی ابزارهای کنترلی، پیشرفت والوها و هیدرولیک های پیشرفته خواهد بود. این تکنولوژی های مدرن ضمن اینکه موجب پیشرفت در جوشکاری شده اند، پروژه هایی که با جوشکاری فشاری انجام می شوند را نیز گسترده تر می کنند.
انواع جوشکاری های فشاری
در نوع فلش، جوشکاری را با ماشین آلات انجام خواهند داد و قطعاتی را متصل می کنند که شکل و اندازه یکسانی ندارند. گاهی این اختلاف در سایزها می تواند موجب ایجاد وقفه در جوشکاری شود. همه اجزا برای اتصالات فلزی، متحمل جریان ولتاژ بالا می شوند. در نوع مقاومت نیز فلزات به یکدیگر می چسبند و فشار وارده حرارتی تولید می کند که موجب اتصال دو قطعه فلز خواهد شد. قطعاتی که شکل و اندازه یکسان دارند در این روش به هم متصل می شوند. نوع مقاومت بر خلاف روش فلش جوشکاری را در یک حرکت انجام می دهد. آلیاژهایی که در جوشکاری های فشاری مورد استفاده قرار می گیرند مس، آلومینیوم و نیکل خواهند بود. گاز محافظ در این جوشکاری لازم نخواهد بود و در صنایعی چون کشاورزی، توربین، ساخت لوله، خودروسازی و … استفاده خواهند شد. در صورت نیاز به راهنمایی در زمینه تجهیزات و دستگاه های جوشکاری فشاری با شماره تماس های موجود در سایت تماس حاصل فرمایید و اطلاعات لازم را از کارشناسان مجموعه دریافت نمایید.