
در این مقاله قصد داریم که به ارائه اطلاعاتی در رابطه با جوشکاری با قوس پلاسما، بپردازیم در صورتی که به دنبال کسب اطلاعات بیشتر در رابطه با جوشکاری با قوس پلاسما هستید در این مقاله ما را همراهی کنید. جوشکاری نوع قوس پلاسما که به صورت اختصار PAW نامیده می شود، از جوشکاری نوع قوس الکتریکی محسوب می شود.
قوس پلاسما به چه معناست؟
در ابتدا پیش از پرداختن به جوشکاری با قوس پلاسما به ارائه اطلاعاتی در رابطه با قوس پلاسما، خواهیم پرداخت. قوس پلاسما در واقع وضعیت گذاری گاز می باشد. زمانی که جریان الکتریکی از داخل گاز عبور می کند، سبب می شود تا یونیزه شود. در این وضعیت است که رسانای الکتریکی می شود. زمانی که گاز یونیزه می شود، اتم به الکترون (منفی) و کاتیون ها (مثبت) شکسته خواهند شد. در این حالت شاهد ترکیبی از یون ها، الکترون ها و اتم ها با انرژی بسیار، بالا خواهیم بود. درجه ای که برای یونیزه شدن در نظر گرفته می شود از یک تا صد درصد است که ۲ الی ۳ برابر درجه یونیزه است زمانی که الکترون های بیشتری از مدار بیرون می شود، این وضعیت به اتمام می رسد.
انرژی موجود در جت پلاسما و دمای آن وابسته به جریان الکتریکی است که به منظور تولید قوس پلاسما، مورد استفاده قرار می گیرد. نمونه دمای اندازه گیری شده در مشعل جت، امکان دارد از ۲۸ هزار درجه سانتیگراد تا ۵ هزار و ۵۰۰ درجه سانتیگراد متغیر باشد می توان گفت، همگی قوس های جوشکاری، پلاسما می باشند.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

جوشکاری با قوس پلاسما چیست؟
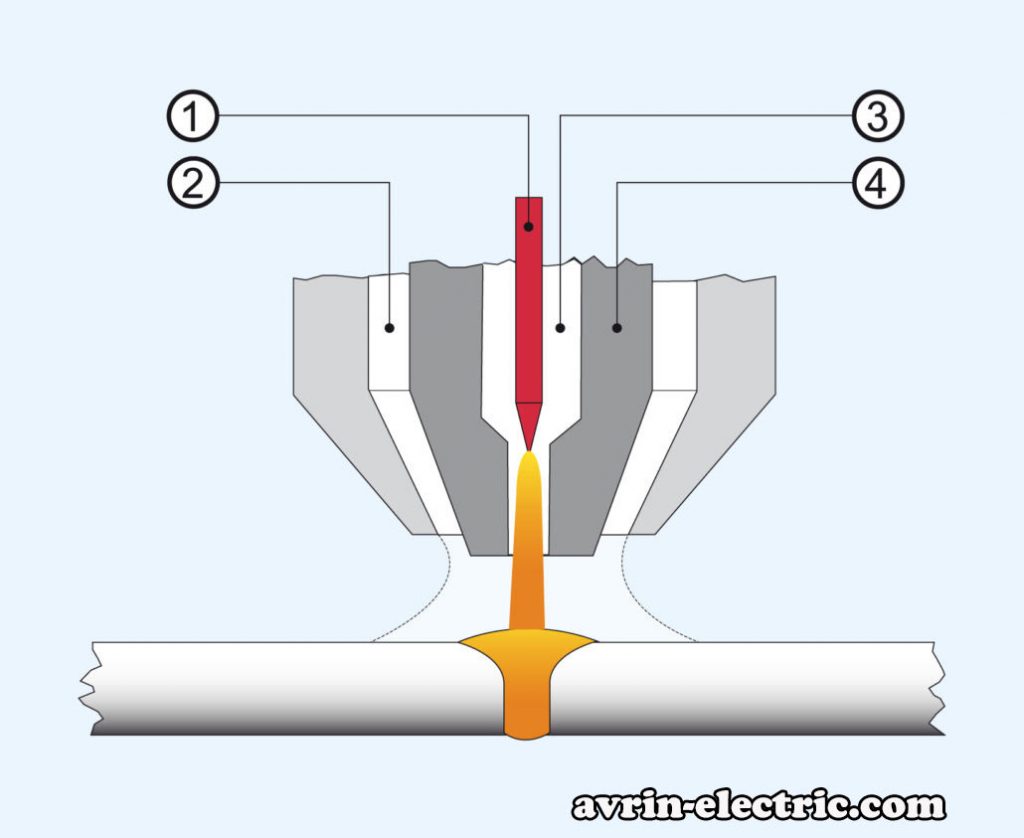
این نوع جوشکاری شبیه به جوشکاری قوس گاز تنگستن می باشد و تفاوت اساسی که بین این دو وجود دارد این است که زمانی که الکترود در بدنه مشعل قرار داده می شود، قوس پلاسما توسط گاز پوششی، جدا خواهد شد. پس از آن پلاسما از یک روزنه کوچک مسی عبور داده خواهد شد که موجب جمع شدن قوس می گردد در این شرایط پلاسما با سرعت بسیاری بالایی از دهانه بیرون می آید که سرعت آن به اندازه سرعت صوت است.
انعقادی که در این نوع جوشکاری به وجود می آید، نتیجه گرمایی است که از قوس محدود میان الکترود از نوع تنگستن و یا آلیاژ تنگستن و نازل آب خنک به وجود می آید. در برخی از موارد نیز می تواند نتیجه الکترود از نوع تنگستن، آلیاژ تنگستن و قطعه کاری باشد. انجام این پروسه از طریق دو گاز بی اثر خواهد بود. گاز اول قوس پلاسما را ایجاد می کند و گازم دوم نیز عامل حفاظت از آن، خواهد بود.

تاریخچه جوشکاری با قوس پلاسما
جوشکاری با قوس پلاسما، تاریخچه طولانی دارد و کاشف آن نیز رابرت ام در بیش از شصت سال گذشته بوده است. اهمیت جوشکاری با قوس پلاسما در این بوده است که هم برای جوشکاری فلزات نازک و هم ضخیم استفاده می شود. در این نوع جوشکاری امکان پوشانندگی اسپری فلزات سخت به سایر فلزات وجود دارد.
نحوه انجام جوشکاری با قوس پلاسما چگونه است؟
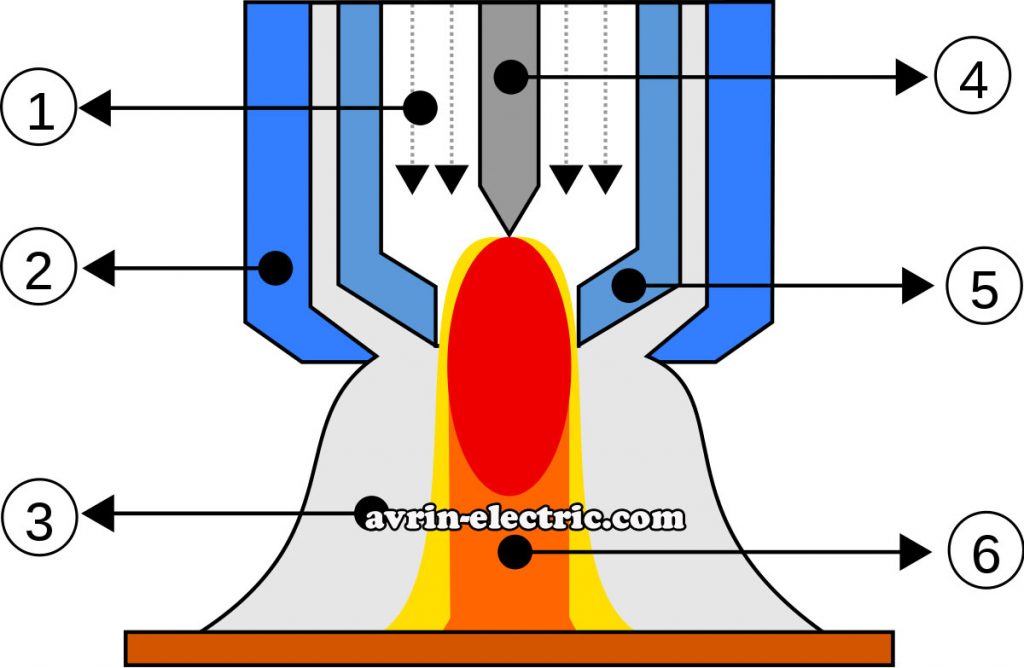
جوشکاری قوس پلاسما در واقع نوع پیشرفته ای از جوشکاری نوع تیگ به حساب می آید این نوع جوشکاری پوششی قوس باز متشکل از آرگون و هلیم می باشد به گونه ای که در پلاسما از مشعل خاص استفاده می شود. نازل موجود در این جوشکاری نقش محدود سازی قوس را بر عهده داد. گاز محافظت کنند هم بصورت مجزا از مشعل دیگر بیرون می آید.
قوس الکتریکی نیز از طریق نازل کوچک آب محدود خواهد شد در این شرایط دما بیشتر می شود که نتیجه آن افزایش استحکام قوس الکتریکی، شکل قوس و خصوصیات انتقال گرما است.
این نوع قوس از دو گاز تشکیل شده است، یکی از آن ها فشار و جریان کم و دیگری از فشار و جریان بیشتری برخوردار است. گازهایی که در جوشکاری با قوس پلاسما انجام می شود از نوع آرگون، هلیوم، هیدروژن و یا ترکیبی از آنان می باشند. زمانی که جوشکاری با قوس پلاسما انجام می شود باید فشار و جریان کم باشد تا فلزی که ذوب می شود از محل جوش به بیرون نرود.
در جوشکاری پلاسما، قوس الکتریکی که منتقل نشده است برای شروع روند جوشکاری با قوس پلاسما، مورد استفاده قرار می گیرد. قوس، بین الکترود منفی و نازل محدود با بار مثبت، شکل خواهد گرفت. پس از این که قوس اول با فرکانس بالاتر آغاز شد قوس الکتریکی با جریان کم میان الکترود با جریان کم تر به وجود خواهد آمد. پس از شکل گیری قوس اصلی نازل خنثی خواهد بود.
در شرایطی جوشکاری با پلاسمای میکرو انجام گردد با توجه به گزینه موجود می توان قوس پلاسما از نوع متناوب نیز داشت. قوس منتقل شده، چگالی با انرژی بیشتری همراه است با توجه به جریانی که مورد استفاده قرار می گیرد، از جریان گاز به منظور بریدن و ذوب فلز استفاده می شود.
بعد از اینکه قوس الکتریکی اصلی رخ می دهد، نازل خنثی است . در مواقعی که جوشکاری با پلاسمای میکرو انجام می شود، گزینه ای وجود دارد که می توان در آن قوس پلاسما متناوب داشت. قوس انتقال پیدا کرده دارای چگالی با انرژی بالا است. بسته به جریانی که استفاده می شود و جریان گاز، برای بریدن و ذوب فلز مورد استفاده قرار می گیرد .
تجهیزات مورد نیاز برای جوشکاری با قوس پلاسما
تجهیزاتی که برای جوشکاری با قوس پلاسما، مورد نیاز هستند، شامل تجهیزات ذیل می باشند:
– کنترل کننده گاز و جریان
– فیکسچر
– مواد: استیل، آلومینیوم و…
– ژنراتور با فرکانس بالا و مقاومت محدود کننده جریان
– مشعل پلاسما(می تواند از نوع مشعل های دستی یا مکانیزه باشد، برای خنک کردن آن از آب استفاده می شود تا موجب افزایش عمر نازل و الکترودها شود.)
– گاز پوشاننده
– منبع برق
– کنترل کننده ولتاژ( از این کنترل کنند در جهت جوشکاری های نوع کانتور استفاده می شود)
منبع برق جوشکاری با قوس پلاسما
منبع برق جوشکاری با قوس پلاسما، منبع توان با جریان مستقیم می باشد به همین منظور می توان از ژنراتور و یا رکتیفایر به عنوان منبع استفاده کرد. ولتاژ مناسب برای جوشکاری با قوس پلاسما، هفتاد ولت است. در این نوع جوشکاری معمولا منبع رکتیفایر به ژنراتور دی سی ترجیح داده می شود. در صورتی که از هلیوم به عنوان یک گاز بی اثر در فرآیند جوشکاری با قوس پلاسما استفاده شود در این صورت به ولتاژ بیش از هفتاد ولت نیاز است. این ولتاژ با انجام عملیات از طریق دو منبع توان حاصل می شود برای همین منظور می توان ابتدا از گاز آرگون و پس از آن از هلیوم به عنوان جایگزین استفاده کرد.
متغیرهای جوشکاری برای این نوع جوشکاری به جز نوع آلومینیوم ( که از نوع دی سی ای پی استفاده می شود) شامل موارد ذیل هستند:
– جریان ۵۰ تا ۳۵۰ آمپر
– ولتاژ بین ۲۷ تا ۳۱ ولت
– نرخ جریان گاز بین ۲ تا ۴۰ لیتر بر دقیقه

گاز پوشاننده در جوشکاری قوس پلاسما
در جوشکاری قوس پلاسما، از دو نوع گاز بی اثر و یا ترکیبی از آنها برای حفاظت استفاده می شود. یکی از این گازها، اوریفیس است و در شرایطی که فشار پایین و درجه جریان پایین باشد موجب شکل گیری پلاسما خواهد شد. برای این که در جوشکاری فلز تلاطمی رخ ندهد فشار این نوع گاز، پایین در نظر گرفته می شود با این وجود فشار پایین آن برای حوضچه جوشکاری، محافظ مناسبی بوجود نخواهد آورد. برای این که محافظت خوبی ایجاد شود باید از یک نوع گاز بی اثر دیگر نیز استفاده شود تا با جریانی بالاتر از مشعل به سمت بیرون خارج شود. بسیاری از مواد از طریق هلیون، آرگون و یا ترکیبات آرگون-هیدروژن و یا آرگون-هلیوم قابلیت جوش شدن دارند.
متداول ترین، گازی که مورد استفاده قرار می گیرد، آرگون است در صورتی که نیاز به گرمای زیادی باشد از هلیوم استفاده می کنند. در صورت ترکیب آرگون و هیدروژن گرمای تولید شده بیشتر از کاربرد آرگون است. از این ترکیب در جوشکاری های آلیاژهای مختلف از جمله؛ نیکل، مس و استیل استفاده می گرد.

مزایای جوشکاری قوس پلاسما
– طراحی مشعل به گونه ای است که قوس الکتریکی را به خوبی کنترل می کند.
– در این روش جوشکاری، کنترل زیادی روی جوشکاری وجود دارد.
– با افزایش گرما، پلاسما با سرعت زیاد شکل خواهد گرفت.
– با بالا رفتن دمای پلاسما، باعث تاثیر کی هول خواهد شد.
– نسبت به دیگر فرآیندهای جوشکاری، از جریان ورودی کمتر استفاده می شود.
معایب جوشکاری قوس پلاسما
جوشکاری قوس پلاسما یکسری معایبی دارد که شامل موارد ذیل است:
– جوش های زیادی تولید می شود.
– تجهیزات مورد نیاز آن گرانتر هستند.
– به آموزش های جامع پیش از انجام نیاز است.
– نویزهای تولید شده توسط آن بالاست.
– برای جوشکاری دستی مناسب نیست.
موارد استفاده از جوشکاری PAW
در موارد مختلفی از جوشکاری با قوس پلاسما استفاده می شود که شامل موارد ذیل است:
– تعمیر ابزارآلات
– صنایع الکترونیک
– صنایع هوا و فضا
– جوشکاری لوله، استیل و تیتانیوم
– جوشکاری پره های توربین