یکی از انواع جوشکاری در صنایع ، جوشکاری پلاسما میباشد که در آن از جریان گاز یونیزه که دمای بالایی دارد ، استفاده خواهد شد. سرعت و دقت ، مولفه های این جوشکاری هستند و مزایایی که به دنبال دارد، سبب استفاده از این روش در پروژه هایی که دقیق هستند و یا حجم بالایی دارند ، شده است. در این مقاله به بررسی اطلاعاتی درباره جوشکاری پلاسما و نحوه انجام آن خواهیم پرداخت تا با مزایا و معایب این جوشکاری بیشتر آشنا شوید و آگاهی خود را افزایش دهید .
جوشکاری پلاسما
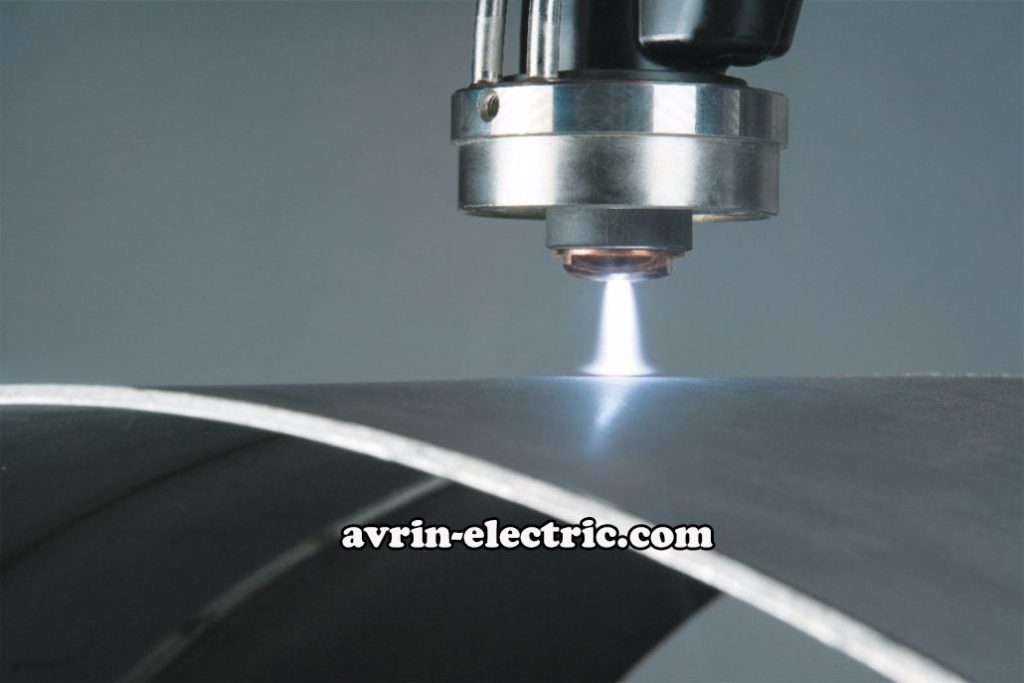
در جوشکاری پلاسما یک قوس الکتریکی بین الکترود تنگستن و فلز مورد نظر رخ می دهد که این قوس سبب ذوب و اتصال فلزات خواهد شد. این جوشکاری تعریفی مشابه با جوشکاری تیگ دارد اما تفاوت آن محل قوس الکتریکی اولیه می باشد . تشکیل این قوس در دهانه ورودی نازل گاز بی اثر می باشد. این امر موجب یونیزه شده گازهای بی اثر می شود چون در زمان ورودشان به نازل حرارت می بینند و موجب می شوند محیطی پلاسمایی ایجاد شود. از آنجا که حرارت بالا می رود، سرعت و کیفیتی عالی در جوشکاری پلاسما خواهیم داشت. برای برش فلزات نیز از این حرارت بالا استفاده می شود.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

فرآیند جوشکاری پلاسما
جوشکاری پلاسما تنها برای موادی استفاده می شود که رسانای جریان الکتریسیته باشند. وقتی پلاسما از تورچ جوشکاری عبور می کند و به فلز پایه برخورد می کند، انتقال انرژی را از یک چشمه انرژی به قطعه خواهیم داشت. در جوشکاری پلاسما با ذوب شدن قطعه کار رو به رو خواهیم بود زیرا قوس الکتریکی گرمای شدیدی را در گاز بی اثر ایجاد بی کند که در شکاف اتصال دچار در هم تنیدگی ساختاری می شود و اتصال نهایی به وسیله نفوذ حالت جامد، مایع و انجماد رخ می دهد.
فلزات مورد استفاده در جوشکاری پلاسما
فلزاتی که با جوشکاری پلاسما قابلیت اتصال را دارند انواع فولاد مخصوصا آنهایی که ضد زنگ هستند می باشند . هم چنین تیتانیوم، برنج ، طلا، فلزات دیرگداز ، مس و نقره نیز با این روش قابل جوش دادن هستند. علاوه بر اینها آلیاژهای نیکل، آهن و کبالت نیز با این روش جوش داده می شوند. جوشکاری پلاسما را به صورت اتوماتیک یا دستی می توان انجام داد و در پروژه هایی که حجم بالا دارند، مثل ورق های فولادی و حتی جوشکاری هایی که دقیق هستند مثل ابزارهای جراحی، کاربرد دارند.

شدت جریان در جوشکاری PAW
در جوشکاری پلاسما بر اساس شدت جریان شامل میکروپلاسما، جریان متوسط و پلاسمای کی هول می باشد. تنها در جوشکاری هایی که جریان بسیار کم باشد، قوس میکروپلاسما را خواهیم داشت . در این شرایط پایداری قوس ستونی را حتی زمانی که طول آن تا بیست میلی متر برسد ، خواهیم داشت. شرایط قوس جوشکاری پلاسما در صورتی که جریان بالاتر باشد شبیه قوس تیگ خواهد بود، با این تفاوت که قوس پلاسما حالت متمرکز تری دارد چون در این جوشکاری انقباض پلاسما را خواهیم داشت. برای اینکه نفوذ حوضچه مذاب جوش، بهبود بهتری داشته باشد می توان نرخ جریان گاز پلاسما را افزایش داد اگرچه این کار از آنجا که در سپر گازی آشفتگی زیادی وجود دارد و ممکن است اثر حفاظتی گاز را از بین ببرد ، ریسک دارد. برای نفوذ کامل در مواد می توان جریان جوش و جریان گاز پلاسما را افزایش داد تا یک باریکه ای از پلاسمای بسیار قوی ایجاد شود، این گونه نفوذی در حد جوشکاری لیزر یا پرتو الکترونی خواهیم داشت . اگر بخواهید مواد ضخیمی به اندازه حتی ده میلیمتر از فولاد ضد زنگ را در یک پاس جوش دهید، از پلاسمای کی هول می توانید استفاده کنید.
انواع قوس در جوشکاری های پلاسما
قوس پلاسمای مستقل و انتقالی را در جوشکاری پلاسما خواهیم داشت. در قوس پلاسمای مستقل بین الکترودی که قطب منفی دارد و نازل محدود کننده ی آب خنک که بار مثبت دارد ، قوسی ایجاد می شود که در نهایت خروج پلاسما را از نازل شعله مانند خواهیم داشت. قوس الکتریکی و قطعه جوش از یکدیگر مستقل هستند و این طور نیست که قطعه جوش قسمتی از حلقه الکتریکی را تشکیل دهد . کنترل کردن شعله قوس پلاسما راحت می باشد و انتقال آن از یک مکان به مکان دیگر خواهد بود. کاربردهایی که این نوع جوشکاری پلاسما دارند اسپری پلاسما و هم چنین جوش غیر فلزی که یک جریان پایین می باشد، خواهد بود. چگالی قوس پلاسمای مستقل نسبت به نوع دوم کمتر می باشد و از آن در جوش دادن قطعات سرامیکی و صفحات فلزی استفاده خواهد شد.
نوع دوم قوس پلاسمای انتقالی می باشد که جریان برای انتقال به فلز پایه از الکترود تنگستنی که دارای قطب منفی است به واسطه اریفیس منتقل شود و بازگشت به منبع برق را در این جریان خواهیم داشت. شدت انرژی این نوع قوس در جوشکاری پلاسما بسیار بالا است و جت پلاسما نیز سرعت بالایی دارد. اینکه این نوع قوس در صنعت طرفداران زیادی دارد نیز از این بابت می باشد. برای برش دادن و ذوب فلزات از این نوع قوس پلاسما استفاده خواهد شد.

بخش های مختلف جوشکاری PAW
بخش های مختلف جوشکاری PAW شامل تورچ ، پلاسما ، قوس الکتریکی ، منبع برق و گاز محافظ خواهد بود. تورچ بخشی است که در آن الکترود تنگستنی درون نازل مسی واقع شده است . محل اولین قوس الکتریکی بین الکترود و نازل خواهد بود. قطعه کار دارای اتصالی از جریان مثبت -منفی می باشد که هدایت این قوس به کمک این جریان خواهد بود. جوشکاری زمانی رخ می دهد که از میان دهانه مشعل، قوس و گاز پلاسما خارج شود و بدین ترتیب فضایی بسیار کوچک متحمل حرارت زیادی شود. پلاسما بخش دیگری است که در شروع قوس با کمترین صدا کار خود را شروع می کند. به جهت کاربردهای پالسی ، دامنه وسیعی از فرکانس را توسط منبع پلاسما خواهیم داشت.
قوس الکتریکی بخش دیگری است که پایداری زیادی دارد و مانع از این می شود که قوس در طول جوشکاری دچار انحراف و یا وزش شود. منبع برق بخش دیگر است که همان منبع توانی است که جریان مستقیم دارد . برای جوشکاری قوسی پلاسما ولتاژ مناسب هفتاد ولت خواهد بود . بخش آخر گاز محافظ می باشد که معمولا آرگون خواهد بود که از حوضچه مذاب محافظت می کند. چگالی گاز عاملی است که در توانایی گاز محافظ تاثیرگذار می باشد. بعد از خارج شدن آرگون از نازل تورچ ، در منطقه جوشکاری پوششی ایجاد می شود. در صورت داشتن سوال در زمینه تجهیزات جوشکاری پلاسما و خرید دستگاه های آن با شماره تماس های موجود در سایت تماس حاصل فرمایید تا کارشناسان مجرب مجموعه مشاوره های لازم را انجام دهند.

کاربردهای جوشکاری به روش پلاسما
یکی از کاربردهایی که جوشکاری پلاسما دارد، جوشکاری قطعات کوچک است که در قطعاتی مثل سیم ها، سوزن، میله ، ستون های الکتریکی، وسایل ظریف جراحی و ترموکوپل استفاده می شود. آغاز قوس متمرکز ، آهسته و یا پیوسته را طی فرآیند جوشکاری پلاسما در نوک سیم یا اجزای کوچک دیگر می توانیم داشته باشیم که ادامه پیدا خواهد کرد و همین عامل سبب استفاده از آن در قطعات کوچک می شود. برش و تعمیر قطعات، دیگر کاربرد آن است که در مواقعی به کار می رود که قطعات صنعتی به دلیل اینکه به درستی استفاده نمی شوند و یا فرسوده می شوند ، دچار شکاف و یا فرورفتگی شده اند. در این مواقع قوسی آرام که جریان پایینی دارد به واسطه جوشکاری پلاسما ایجاد می گردد و به شکلی اصولی تعمیر را انجام می دهد . جوشکاری قطعات نوردی دیگر کاربرد جوشکاری پلاسما است، برای تیوب ها و لوله های نوردی لبه های ورق های فلزی را نزدیک می کنند و به جوشکاری آنها می پردازند. جوشکاری پلاسما را با ذوب و گداختن لبه های تیوب می توان انجام داد. سرعت و نرخ بالا دلیل استفاده از این روش جوشکاری در تولید تیوب های نوردی می باشد.

مزایای جوشکاری PAW
جوشکاری به روش پلاسما مزایایی دارد که سبب شده است استفاده از آن با استقبال زیادی رو به رو شود و در صنعت استفاده فراوانی از آن شود. کاربری ساده، بالا بودن پایداری قوس پلاسما ، نیاز به مسیرهای جوش کمتر و مصرف کمتر پرکننده، قابلیت جوش دادن بسیاری از فلزات کاربردی در صنعت ، منطقه جوشی کوچک و در عین حال متمرکز که سبب ایجاد جوشی زیبا می شود، داشتن نفوذ حرارتی بالا در هر مسیر جوشکاری و هم چنین فاصله زیاد بین نوک الکترود و قطعه جوش که موجب استفاده آسان از پر کننده می شود از جمله مزایای جوشکاری پلاسما خواهد بود.
معایب جوشکاری به روش پلاسما
جوشکاری به روش پلاسما ضمن داشتن مزایا ، از معایبی نیز برخوردار است که سبب می شود با دقت بیشتر این معایب را کم رنگ تر نمود و کیفیت کار را بالا برد و با رعایت نکات ایمنی مانع از بروز مشکل شد. وجود خطر برق گرفتگی ، نیاز به تعویض کردن الکترود و نازل، هزینه بالای تجهیزات ، ساطع کردن اشعه هایی چون مادون قرمز و ماورا بنفش ، لازم بودن استفاده از تجهیزات حفاظت فردی و محدودیت در ضخامت جوش سر به سر که بیست و پنج میلیمتر خواهد بود، از جمله معایب این نوع جوشکاری هستند.