
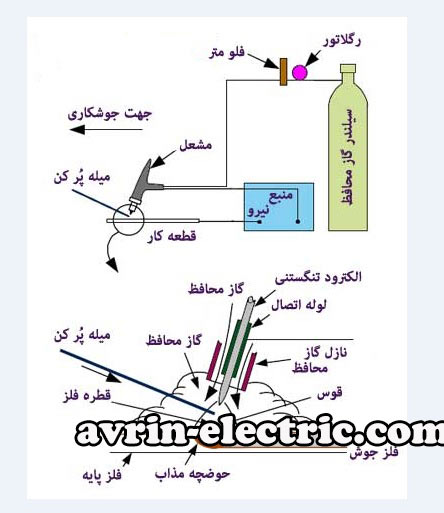
همانطور که می دانید جوشکاری به دو دسته کلی تقسیم می شود که عبارتند از: جوشکاری ذوبی و جوشکاری غیر ذوبی در مورد فرایند جوشکاری ذوبی برای اتصال قطعات به یکدیگر لازم است قطعات ذوب شوند و برای اتصال دوباره منجمد شوند و حالت جامد بگیرند. گاز محافظ جوشکاری برای مراقبت از مواد مذابی که در معرض اکسید شدن قرار دارند مورد استفاده قرار می گیرد.در فرایند جوشکاری الکترود دستی محافظت از مواد مذاب به عهده ی روپوش الکترود می باشد و در روش جوشکاری با گاز آرگون، آرگون یا هلیم وظیفه ی حفاظت از مواد مذاب در برابر گازهای موجود در جو را دارند.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

آرگون گاز محافظ جوشکاری
کلمه آرگون ریشه ای یونانی دارد و به معنی غیر فعال یا تنبل می باشد. گاز آرگون بی بو و بدون رنگ است و با گازهای موجود در جو هیچ واکنشی نشان نخواهد داد. گاز آرگون نسبت به اکسیژن موجود در هوا سنگین تر می باشد همین ویژگی سبب می شود این گاز، با شدت جریان کمتری در جوشکاری به جریان آید.گاز آرگون در هوا نیز موجود می باشد و می توان این گاز را از فضا بدست آورد.این گاز نسبت به سایر گازها نیاز به فشار کمتری دارد.گازی که از هوا بدست می آید تا درصد بالایی خالص می باشد.به دلیل وزن بالایی که گاز آرگون نسبت به سایر گاز ها دارد از این گاز برای جوشکاری به روش تخت، افقی، گوشه های قطعات مورد استفاده قرار می گیرد.میزان نفوذ گاز آرگون به عنوان یک پوشش در جوشکاری نسبت به سایر گازها کاملا متفاوت است.چنانچه گاز آرگون با جریان DCEP انتقال پیدا کند سبب سوختگی قطعات آماده برای جوشکاری خواهد شد.
مزایای گاز آرگون
میزان انرژی یونیزاسیون آرگون به عنوان یک گاز محافظ جوشکاری نسبت به سایر گازها از جمله گاز هلیوم بسیار کمتر می باشد.این ویژگی گاز محافظ جوشکاری (آرگون) سبب شده است برای ایجاد قوس الکتریکی نیاز به ولتاژ کمتری داشته باشد و این امر سبب کاهش دما و حرارت حوضچه مذابی که در مجاورت آرگون است می شود. به دلیل خواص ذکر شده از گاز محافظ جوشکاری (آرگون) برای جوشکاری ورق های نازک فلزی استفاده می شود. همان طور که گفته شد گاز آرگون بسیار سنگین تر از گاز هلیوم است از این رو به هنگام جوشکاری های مشابه به میزان گاز هلیوم بیشتری در مقایسه با گاز آرگون نیاز داریم. علاوه بر این جوشکاری با گاز آرگون احتمال به وجود آمدن اعوجاج در صفحات فولادی را به میزان زیادی کاهش می دهد. مزایای گاز محافظ جوشکاری (آرگون) عبارتند از:
· از حوضچه مذاب در مقابل اکسید شدن به خوبی محافظت می کند
· این گاز برای برقراری جریان و قوس الکتریکی نیاز به ولتاژ کمتری دارد که سبب استفاده از گاز آرگون در ورقهای نازک فلزی خواهد شد.
· در جوشکاری آلومینیوم و منیزیم با استفاده از جریان الکتریکی AC سبب افزایش مقاومت در برابر شکنندگی خواهد شد.
· قیمت و امکان تهیه ی آن نسبت به گاز هلیم کمتر است.
هلیوم گاز محافظ جوشکاری
گاز محافظ جوشکاری (هلیوم) نیز مانند گاز آرگون ریشه یونانی دارد. گاز هلیوم به معنی تعلق به منبع نور می باشد. هلیم نیز از جمله گازهای خنثی و سنگین موجود در اتمسفر هوا می باشد. برای خارج کردن گاز محافظ جوشکاری (هلیوم) نیاز به نیروی فشار بیشتری داریم. هلیم یک گاز بدون احتراق بی بو می باشد. به دلیل این که گاز هلیم به مقدار بسیار کمی در هوا موجود می باشد از این رو تهیه ی آن کمی سخت تر است و هزینه ی تولید آن نیز بیشتر می باشد. گاز محافظ جوشکاری (هلیوم) معمولا برای جوشکاری با فلز آلومینیوم، مس، منیزیم و سایر فلزات مورد استفاده قرار می گیرد.جریان گاز محافظ جوشکاری (هلیوم) در مقایسه با گاز آرگون بسیار بیشتر است.از این گاز در موقعیت های سقفی و سربالا استفاده می شود.جرقه هایی که در جوشکاری با گاز محافظ جوشکاری (هلیوم) به وجود می آید نسبت به جوشکاری با گاز آرگون بیشتر است.حوضچه مذاب حاصل از گاز هلیوم بسیار داغ و جوشان است. گاز محافظ جوشکاری (هلیوم) برای اتصال قطعات ضخیم و همچنین برای استفاده در گازهایی که انتقال حرارت آن ها زیاد است مانند مس، منیزیم، آلومینیوم و… کاربرد دارد.

معرفی گازهای فعال در جوشکاری
همان طور که گفته شد گاز محافظ جوشکاری آرگون و هلیم وظیفه ی حفاظت از حوضچه مذاب در مقابل گازهای دیگر مورد استفاده در جوشکاری مانند اکسیژن، هیدروژن، نیتروژن و… را دارند.
· گاز اکسیژن: این گاز با تمام گازها واکنش شیمیایی دارد البته به غیر از گازهای خنثی، زمانی که اکسیژن با سایر گازهای موجود در اتمسفر ترکیب می شود سبب احتراق می شود.اضافه شدن مقدار کمی اکسیژن به گاز محافظ جوشکاری سبب استحکام قوس الکتریکی می شود.به دلیل کاهش یافتن کشش سطوح میزان روانی حوضچه مذاب افزایش پیدا می کند.
· گاز هیدروژن: این گاز در میان مجموع گازهای موجود در اتمسفر می باشد گاز هیدروژن از همه ی گازها سبک تر است.از ترکیب شدن غلظت های مختلفی از گاز هیدروژن با گاز اکسیژن می توان مواد منفجره ساخت زیرا گاز هیدروژن از جمله گازهای اشتعال زا می باشد. با اضافه شدن گاز هیدروژن به گاز محافظ جوشکاری مقدار درجه حرارت انتقال یافته به فلز به میزان زیادی افزایش پیدا می کند. مواد مختلفی که در جوشکاری به کار برده می شوند در برابر ترک هیدروژنی، ترک سرد و سایر عیوب ناشی از آلودگی های هیدروژنی حساس می باشند. از گاز هیدروژن برای جوشکاری فولادهای زنگ نزن و برشکاری استفاده می شود.
عملکرد گازهای اتمسفر در ترکیب با گاز محافظ جوشکاری
گاز نیتروژن نیز از جمله گازهای خنثی در اتمسفر محسوب می شوند اما این گاز در درجه حرارت بالا تغییر ماهیت می دهد و دیگر یک گاز خنثی محسوب نمی شود. گاز نیتروژن در دمای بالا با فلزاتی مانند آلومینیوم، منیزیم، تیتانیوم و… واکنش شیمیایی نشان می دهد. از ترکیب گاز نیتروژن با چندین نوع گاز دیگر ترکیب شیمیایی بدست می آید که می توان از آن برای جوشکاری برخی فلزات استفاده کرد. نیتروژن با بالا بردن میزان حرارت موجب پایداری حوضچه مذاب می شود و افزایش درجه حرارت سبب افزایش مقاومت تجهیزات جوشکاری می شود. میزان حرارت منتقل شده به قطعه ی مورد نظر نسبت به وقتی که از گاز محافظ جوشکاری استفاده می شود بیشتر است.
بررسی عملکرد گاز دی اکسید کربن
بیشتر گازهایی که در اتمسفر فعال هستند را نمی توان به عنوان یک گاز پوششی در جوشکاری قطعات فلزی به کار برد. گاز دی اکسید کربن تنها گازی است که با توجه به این که از دسته ی گازهای فعال محسوب می شوند باز هم میتوان آنها را به عنوان یک گاز محافظ جوشکاری در بسیاری از صنایع استفاده کرد. یکی از ویژگی های گاز دی اکسید کربن این است که CO2به راحتی قابل تجزیه و ترکیب دوباره است.به علت این ویژگی گاز دی اکسید کربن، حرارت به آسانی به فلز پایه انتقال پیدا می کند.سایر ویژگی های گاز دی اکسید کربن عبارتند از: میزان سرعت بالا در جوشکاری، نفوذ فوق العاده، میزان هزینه کمتر نسبت به سایر گازهای خنثی. ایراداتی که امکان دارد زمان جوشکاری با گاز دی اکسید کربن ایجاد شود عبارتند از: میزان جرقه های بسیار زیاد، ایجاد اعوجاج، قوس الکتریکی نامنظم و… البته در جوشکاری مربوط به فولادهای ساده کربنی از گاز دی اکسید کربن بسیار استفاده می شود.بهترین ترکیب برای جوشکاری ها این است که گاز دی اکسید کربن و آرگون را با هم مخلوط کنیم .
ترکیب گاز آرگون با سایر گازهای موجود در اتمسفر
همان طور که گفته شد از ترکیب گاز آرگون با سایر گازهای موجود در اتمسفر می توانید ترکیباتی را تولید کنید که هر کدام برای یک روش جوشکاری کاربرد دارد و سبب تقویت خواص آن می شود. چنانچه گاز آرگون با دی اکسید کربن ترکیب شود نمی توان از آن برای جوشکاری تیگ استفاده کرد. اما این ترکیب برای جوشکاری میگ بسیار خوب است. از این ترکیب برای فولادهای کم کربن یا میان کربن نیز استفاده می شود. برای جوشکاری ورق های نازک فولاد نیز از این روش استفاده می شود.جوشکاری با این ترکیب ظاهر بسیار خوبی دارد. دی اکسید کربن در ترکیب با گاز آرگون سبب کاهش شدت جرقه زدن می شود.ترکیب دو گاز آرگون و هلیوم در جوشکاری تیگ بسیار پرکاربرد است، از این ترکیب برای جوشکاری ورق های فلزی با ضخامت بالا استفاده می شود. این ترکیب سبب افزایش سرعت و کیفیت جوشکاری با آلومینیوم می شود.
ویژگی گازهای محافظ جوشکاری
۱-مقدار کارایی فلز پرکننده: گازهای محافظ نقش تعیین کننده در میزان کیفیت جوشکاری دارد چنانچه قطعه ی جوشکاری به صورت عمودی یا افقی باشد می توانید از یک گاز دیگر همراه با گاز آرگون استفاده کنید. ترکیب گاز آرگون به همراه هلیوم سبب افزایش راندمان کار می شود. میزان رسوب الکترود ارتباط مستقیمی با میزان پاشندگی جوشکاری دارد.
۲-نظارت بر پاشندگی جوش: منظور از پاشندگی ریختن مواد مذاب در اطراف جوشکاری می باشد. ویژگی های گاز آرگون سبب استحکام در قوس جوش می شود همچنین از پراکندگی مواد مذاب جلوگیری می کند. امکان افزایش جریان و ولتاژ کار نیز تا میزان ده درصد افزایش پیدا می کند.
مشخصات جوشکاری
زمانی که در جوشکاری با گاز محافظ از گاز دی اکسید کربن استفاده شود مدت زمان کار با دستگاه جوشکاری به میزان زیادی افزایش پیدا می کند. وقتی که زمان جوشکاری افزایش پیدا کند مطابق با آن هزینه های جوشکاری نیز افزایش پیدا می کند.اما ترکیب گاز آرگون با دی اکسید کربن تا حدودی مدت زمان جوشکاری را به میزان زیادی کاهش می دهد در نتیجه در برخی از هزینه های جوشکاری صرفه جویی می شود. میزان ضخامت فلز پرکننده سبب شکل گیری بهتر مهره جوشکاری می شود چنانچه مهره جوشکاری بزرگ باشد هزینه های جوشکاری نیز افزایش پیدا می کند.