
جوشکاری هیدروژن اتمی یکی از مدل های جوشکاری با قوس است. در این مدل از جوشکاری از قوس الکتریکی بین دو الکترود تنگستن ، هیدروژن را مورد استفاده قرار می دهند. جوشکاری هیدروژن اتمی به اختصار AHW گفته می شود. جو محافظ در جوشکاری AHW از هیدروژن تشکیل شده است. در این مقاله، ما در مورد جوشکاری AHW، تاریخچه ، مزایا ، کاربردها ، نحوه کار و سایر پارامترهای آن بحث خواهیم کرد پیس با ما همراه باشید.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره های ☎️ ۰۹۱۲۱۵۷۴۷۷۱ و ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

جوشکاری هیدروژن اتمی (AHW)
جوشکاری هیدروژن اتمی (AHW) یکی از فرآیند های جوش قوسی می باشد که برای قوس بین دو الکترود فلزی تنگستن از هیدروژن کمک می گیرند. قوس الکتریکی تولید شده در این فرآیند به طور کارآمد مولکول های هیدروژن را تجزیه می کند که بعداً با انتشار بیش از حد گرما دوباره ترکیب می شوند. گرمای تولید شده توسط مشعل در فرآیند AHW برای جوشکاری تنگستن کافی است که یک فلز بسیار نسوز است. جوشکاری AHW برای انجام فرآیند جوشکاری برتر شناخته شده است.

تاریخچه جوشکاری هیدروژن اتمی (AHW)
ما سالهاست که با روند جوشکاری قوس آشنا هستیم. اما استفاده از هیدروژن در فرآیند جوشکاری قوس برای همه شناخته شده نبود. بعداً ، برنده جایزه نوبل ، ایروینگ لانگمویر ، هنگامی که در حال مطالعه هیدروژن اتمی بود ، AHW را اختراع کرد. در جوشکاری هیدروژن اتمی ، قوس الکتریکی و هیدروژن نقش اساسی دارند. قوس الکتریکی مولکول های هیدروژن را بسیار کارآمد می کند. بعداً، این مولکول های هیدروژن دوباره ترکیب می شوند و مقدار فوق العاده ای از گرما را آزاد می کنند. در طی انتشار گرما، دما در محدوده ۳۴۰۰ تا ۴۰۰۰ رسیده است.
تجهیزات مورد نیاز در جوشکاری هیدروژن اتمی (AHW)
۲ الکترود تنگستن
نگهدارنده الکترود یا مشعل
سیلندر گاز هیدروژن
میله پرکننده / فلز
یک کنترل کننده با منبع تغذیه ۳۰۰ ولت. منبع تغذیه AC در جوشکاری هیدروژن اتمی استفاده می شود.
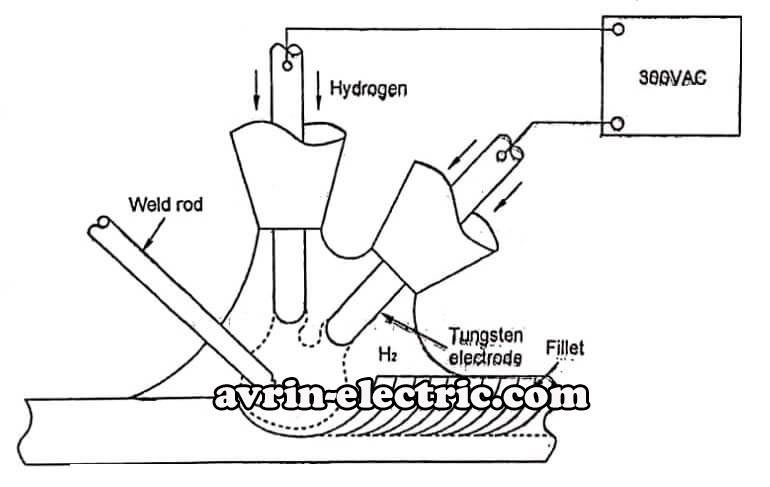
تجهیزات درگیر در جوشکاری هیدروژن اتمی (AHW) شامل یک مشعل جوشکاری با دو الکترود تنگستن است. این دو الکترود به یکدیگر متمایل هستند. همچنین، آنها به گونه ای تنظیم می شوند که قوس پایداری را حفظ کنند.
در اطراف دو الکترود تنگستن، یک نازل زاویه دار وجود دارد که گاز هیدروژن را حمل می کند، از سیلندرهای گاز برای ذخیره گاز هیدروژن مورد نیاز استفاده می شود.
چرا از منبع تغذیه AC به جای DC استفاده می شود؟
ممکن است هنگام فکر کردن در مورد منبع تغذیه در جوشکاری هیدروژن اتمی، این سوال به ذهن شما خطور کند. در این فرآیند، ما باید در هر دو انتهای الکترود، یک مقدار برابر گرم نگه داریم. بدون منبع برابر در انتهای الکترود، ما نمی توانیم این روند را به روش مناسب انجام دهیم. بنابراین، برای تأمین نیاز برابر گرما در هر دو انتها، ما باید از منبع تغذیه AC به جای DC در جوشکاری هیدروژن اتمی (AHW) استفاده کنیم.
جوشکاری AHW چگونه کار می کند؟
تولید قوس زمانی اتفاق می افتد که دو الکترود تنگستن با یکدیگر در تماس باشند. همچنین، پس از ایجاد تماس، آنها با فاصله کمی ۱.۵ میلی متر جدا می شوند.وقتی قوس الکتریکی از طریق گاز هیدروژن عبور می کند، در هیدروژن اتمی جدا می شود. این تفکیک در هیدروژن اتمی به دلیل جذب مقدار زیادی گرمای تولید شده در فرآیند اتفاق می افتد.
در اینجا واکنش گرماگیر اتفاق می افتد. H2 = H + H -422 KJ
پس از آن، ترکیب مجدد هیدروژن اتمی صورت می گیرد. این ترکیب با لمس هیدروژن اتمی به قطعه کار سرد صورت می گیرد. این فرآیند مقدار زیادی گرما آزاد می کند.H + H = H2 = 422 KJ
در اینجا، واکنش گرمازایی در طی ترکیب مجدد اتفاق می افتد.
تجهیزات متشکل از یک مشعل جوشکاری با دو الکترود تنگستن متمایل و تنظیم شده برای حفظ قوس پایدار است. نازل های حلقوی اطراف الکترودهای تنگستن، گاز هیدروژن تأمین شده از سیلندرهای گاز را حمل می کنند. منبع تغذیه AC در مقایسه با DC مناسب است زیرا در هر دو الکترود مقدار مساوی گرما در دسترس خواهد بود. ترانسفورماتور با ولتاژ مدار باز c.f 300 Psi برای ضربه زدن و نگهداری قوس مورد نیاز است.
فرآیند جوشکاری AHW:
گرمای عرضه شده نباید خیلی زیاد یا کم باشد. اگر فرآیند همجوشی مدت زیادی طول بکشد، این نشانه کمبود گرما است. باید شکاف قوس مناسب حفظ شود. نباید خیلی بزرگ یا خیلی کوچک باشد. اگر شکاف قوس مناسب حفظ نشود، گرمای بسیار کمی آزاد می شود.گرمای کمتر منجر به یک استخر کوچک می شود. اگر گرمای کمتری وجود داشته باشد، حفظ تخلخل مناسب سطح بسیار دشوار خواهد بود.گرمای زیاد باعث ایجاد یک استخر گسترده می شود. مقدار بیش از حد گرما باعث ایجاد یک سوراخ بزرگ در مواد جوش می شود.
کاربردهای AHW:
۱. این فرآیندهای جوشکاری در جوشکاری فولادهای ابزاری که حاوی تنگستن، نیکل و مولیبدن ، استفاده می شود. .
۲. از آنها در اتصال قطعات، روکش سخت و تعمیر قالبها و ابزارها استفاده می شود.
۳. جوشکاری هیدروژن اتمی در مواردی استفاده می شود که جوشکاری سریع در فولادهای ضد زنگ و سایر آلیاژهای خاص لازم باشد.
۴. جوشکاری هیدروژن اتمی در کاربردهایی که به جوشکاری سریع نیاز داریم استفاده می شود. این فرآیند جوشکاری عمدتا برای فولاد ضد زنگ و برخی از آلیاژهای خاص استفاده می شود.
۵. همچنین می توان از آن تقریباً برای همه فلزات آهنی و همچنین غیر آهنی استفاده کرد.
۶. این یک فرآیند ایده آل برای جوشکاری ورقهای نازک و همچنین ضخیم فلزات با قطر در محدوده ۲ تا ۱۰ میلی متر است.
در دنیای امروز ، این فرآیند گاهی با جوشکاری قوس فلز گاز جایگزین می شود. از آنجا که گازهای بی اثر ارزان در مقدار بیشتری وجود دارند ، از جوشکاری قوس فلز گاز به جای جوشکاری هیدروژن اتمی استفاده می شود.
ویژگی های کلیدی در مورد جوشکاری AHW:
میانگین دمای شعله تولید شده در این فرآیند حدود ۴۰۰۰ درجه سانتی گراد است. این گرمترین شعله سوم است.
دمای شعله دی سیانو استیلن حدود ۴۹۸۷ درجه سانتیگراد و شعله سیانوژن حدود ۴۵۲۵ درجه سانتیگراد است.
در جوشکاری هیدروژن اتمی، با عبور گاز هیدروژن از الکترودهای تنگستن، عمر الکترود افزایش می یابد. همچنین، با عبور گاز هیدروژن از الکترودها، الکترودها سردتر می شوند.
اخیراً جوشکاری (AHW) اتوماتیک ساخته شده است. در این فرآیند از هیدروژن سیلندرهای فشار بالا استفاده نمی شود. به جای آن هیدروژن از آمونیاک بی آب به دست می آید.
گرمای تولید شده در جوشکاری (AHW) می تواند به طور کارآمد تنگستن را جوش دهد.
غلظت زیاد گرما بدست می آید.
هیدروژن به عنوان سپری در برابر اکسیداسیون عمل می کند.
از فلز پرکننده با ترکیب پایه می توان استفاده کرد.
بیشتر برنامه های آن توسط فرایند MIG برآورده می شوند. بنابراین ، معمولاً استفاده نمی شود

مزایای
۱) در طول فرآیند ، شعله شدید به دست می آید که می تواند در مفصل متمرکز شود. از این رو ، تحریف کمتری اتفاق می افتد.
۲) AHW تحریف بسیار کمتری ایجاد می کند. اعوجاج کمتر به دلیل شعله بسیار شدید است. این شعله شدید تولید شده می تواند در یک مفصل خاص متمرکز شود.
۳) جوشکاری AHW فرآیند جوشکاری سریع تری را به شما می دهد. یک فرآیند جوشکاری سریعتر همیشه برای جوشکارها مفید است و همچنین باعث صرفه جویی در وقت می شود.
۴) در فرآیند AHW، نیازی به شار جداگانه نیست زیرا گاز هیدروژن مانند یک گاز محافظ کار می کند و از اکسیداسیون فلزات و همچنین الکترود تنگستن جلوگیری می کند.نیازی به شار جداگانه و گاز محافظ یا شار نیست. پوشش هیدروژن خود از اکسیداسیون الکترود فلز و تنگستن جلوگیری می کند. همچنین خطر جذب نیتروژن را کاهش می دهد.
۵) در بعضی از فرآیندهای جوشکاری، قطعه کار بخشی از مدار الکتریکی است و به دلیل این شرایط مانند برخورد با قوس و حفظ ستون قوس بوجود می آید. اما، چون قطعه کار بخشی از مدار الکتریکی در AHW نیست، در کل مراحل چنین مشکلی وجود ندارد.قطعه کار بخشی از مدار الکتریکی را تشکیل نمی دهد. قوس بین دو الکترود تنگستن باقی مانده و می توان آن را به راحتی و بدون خاموش شدن به مکانهای دیگر منتقل کرد.
۶) جوشکاری مواد نازک نیز ممکن است که با جوشکاری قوس فلزی با موفقیت انجام نشود.
محدودیت های جوشکاری AHW:
۱. پست جوشکاری در مقایسه با فرآیند دیگر زیاد است.
۲. فرآیند جوشکاری فقط به موقعیت های مسطح محدود می شود.
۳- از این فرآیند نمی توان برای رسوب مقادیر زیادی از فلزات استفاده کرد.
۴- سرعت جوشکاری در مقایسه با جوشکاری قوس فلزی یا MIG کمتر است.
۵- برای انجام فرآیند جوشکاری هیدروژن اتمی ، نیروی کار ماهر مورد نیاز است. بدون نیروی کار ماهر ، این روند نمی تواند به طور کارآمد اجرا شود. بنابراین ، یک کار با استعداد و باتجربه یک کار ضروری است.
۶- هزینه این فرآیند جوشکاری کمی بیشتر از سایر مراحل جوشکاری است. بنابراین ، برای انجام AWH باید حداقل سرمایه نیاز داشته باشید.
۷- AHW فقط به موقعیت های مسطح محدود می شود. برای موقعیت های دیگر ، این فرآیند جوشکاری مناسب نیست.
۸- اقدامات احتیاطی لازم باید انجام شود زیرا هیدروژن در این فرآیند نقش دارد. هیدروژن یک گاز بسیار قابل اشتعال است.