جوشکاری اصطکاکی (FSW)، توسط TWI اختراع و ثبت شده است، از یک ابزار چرخشی مقاوم در برابر سایش برای اتصال مواد ورق و ورق مانند آلومینیوم، مس و سرب استفاده می شود. در آزمایش های آزمایشگاهی، منیزیم، روی، تیتانیوم و فولاد در اثر اصطکاک جوش داده شده اند. جوش ها در زیر نقطه ذوب در فاز جامد ساخته می شوند. در این مقاله قصد داریم شما را با جوشکاری اصطکاکی، مزایا و معایب ان آشنا کنیم.
جوشکاری اصطکاکی
جوشکاری اصطکاکی (FSW) از یک ابزار چرخشی غیرقابل مصرف استفاده می کند که در امتداد اتصال بین دو جز حرکت می کند تا جوشهای لب به لب یا با کیفیت بالا را تولید کند. ابزار FSW با یک پین پروفیل ساخته شده است که در یک شانه با قطر بزرگتر از پین قرار دارد. برای اتصال قنداق، طول پین تقریباً به ضخامت قطعه کار تقسیم می شود. در حالی که شانه در تماس نزدیک با سطح بالای قطعه کار است، از طریق خط مفصل عبور می شود تا از دفع مواد نرم شده جلوگیری شود.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

ابزارهای جوشکاری اصطکاکی از یک ماده مقاوم در برابر سایش با خواص استاتیکی و دینامیکی خوب در دمای بالا ساخته می شوند. آنها به گونه ای ساخته شده اند که اجازه می دهند تا ۱۰۰۰ متر جوش در اکستروژن آلومینیوم با ضخامت ۵ میلیمتر بدون تغییر ابزار تولید شود. قطعه های کار باید روی میله پشتی بسته شده و در برابر نیروهای عمودی، طولی و جانبی محکم شوند، که سعی در بلند کردن و فشار دادن آنها دارد. آزمایش های توسعه نشان داده است که شکاف تا ۱۰٪ ضخامت ورق را می توان قبل از اختلال در کیفیت جوش تحمل کرد.
تاریخچه جوشکاری اصطکاکی
جوشکاری اصطکاکی در سال ۱۹۹۱ در TWI در کمبریج اختراع و ثبت شد و تا مرحله ای که در تولید استفاده شود پیش رفت. در حال حاضر ۴۲ سازمان دارای مجوزهای غیر انحصاری برای استفاده از این فرآیند هستند. اکثر آنها شرکت های صنعتی هستند و بسیاری از آنها از فرآیند تولید تجاری در اسکاندیناوی ، ایالات متحده آمریکا ، ژاپن و استرالیا بهره برداری می کنند.
جوشکاری اصطکاک روی چه فلزاتی قابل انجام است؟
جوشکاری اصطکاک، یک فرآیند فاز جامد است که در زیر نقطه ذوب مواد قطعه کار عمل می کند. این می تواند تمام آلیاژهای آلومینیوم، از جمله آلیاژهای آلومینیوم-لیتیوم را که به طور معمول با تکنیک های متداول متصل نمی شوند، جوش دهد. آلیاژهای غیر مشابه آلومینیوم نیز می توانند به هم متصل شوند .یک سری از ابزارهای FSW با مشخصات خاص طراحی و آزمایش شده اند. دانش مربوط به ابزار مربوط به پارامترهای جوشکاری در TWI برای تأمین نیازهای صنعتی تولید شده است. اگر انواع مختلفی از مواد جوش داده شده مانند اکستروژن به ورق هایی که از آلومینیوم ساخته شده برای آلومینیوم ریخته شود، اثر تکان دهنده ابزار به وضوح در کلان عرضی دیده می شود. این فرآیند همچنین می تواند روی مس، تیتانیوم ، منیزیم ، روی و سرب اعمال شود. حتی آزمایشات روی ورقها و صفحات فولادی موفقیت چشمگیری را نشان داده اند. هنگامی که از FSW برای پیوستن به کامپوزیت های ماتریس فلزی مبتنی بر آلومینیوم استفاده شد، و هنگامی که این فرآیند به مواد غیر متفاوتی مانند آلیاژ منیزیم ریخته گری به آلیاژ آلومینیوم اکسترود شده اعمال شد، آزمایش های مقدماتی نیز نتایج دلگرم کننده ای به همراه داشته است.
فرآیند جوشکاری اصطکاک (FSW):
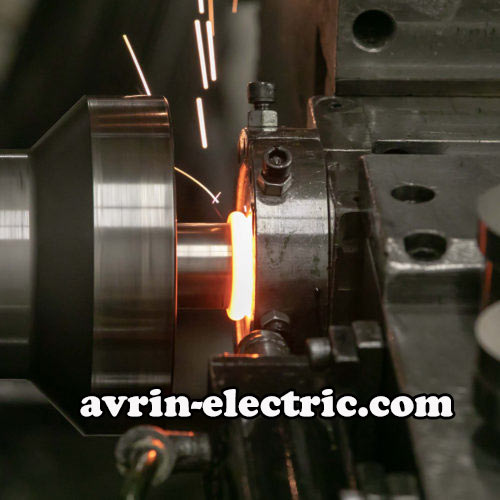
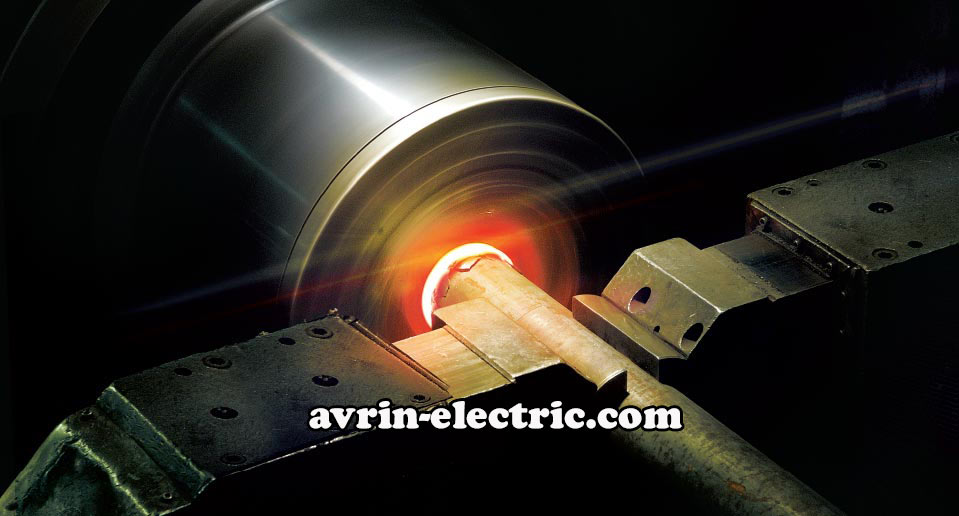
در جوشکاری اصطکاکی، از اصطکاک برای تولید گرما در سطح رابط استفاده می شود. این گرما روند انتشار را در سطح جفت گیری آغاز می کند. یک نیروی فشار بالا در این سطوح جفت گیری اعمال می شود که روند انتشار فلز را تسریع می کند و اتصال فلز به فلز را تشکیل می دهد. این اصل اساسی جوشکاری اصطکاکی است. در جوشکاری اصطکاک، از یک ابزار چرخشی برای اعمال اصطکاک و فشار بر روی صفحات استفاده می شود. این ابزار در محور خود می چرخد و به طولی در رابط صفحات حرکت می کند که با اصطکاک بین ابزار چرخان و قطعه کار گرما تولید می کند. این گرما باعث تغییر شکل سطح رابط شده و با اعمال یک فشار، دو قطعه کار را به یکدیگر منتقل می کند. این اتصال به دلیل عملیات حرارتی مکانیکی در سطح رابط ایجاد می شود. یک مزیت بزرگ که فرآیند جوشکاری همه کاره را ایجاد می کند این است که می تواند به راحتی خودکار شود و سرعت اتصال فلز بیشتری را به همراه دارد. بیشتر برای پیوستن به آلیاژ آلومینیوم استفاده می شود.
روند کار جوشکاری اصطکاک
در جوشکاری اصطکاکی ابتدا هر دو صفحه کار همانند مفصل قنداق جمع می شوند. این هر دو سطح قابل جوشکاری صفحه با یکدیگر در تماس هستند. اکنون یک پین چرخان ابزار در قسمت های کاربری در قطعات کار گذاشته می شود تا زمانی که شانه ابزار قطعه کار را لمس کرد. این امر باعث تغییر شکل پلاستیک مواد در اثر گرم شدن توسط نیروی اصطکاک می شود. این حالت فرآیند اتصال است که در آن، انتشار بین مولکولی ماده را به دلیل گرم شدن توسط نیروی اصطکاک از لحاظ پلاستیکی تغییر شکل می دهد.
اکنون ابزار چرخان در امتداد خط مشترک به جلو حرکت می کند. با این کار مفصل پشت ابزار ایجاد می شود. ابزار به طور مداوم حرکت می کند و تمام جوش شکل گرفته است. پس از فرآیند اتصال ، ابزار از قطعه کار جدا می شود. سوراخ ایجاد شده توسط پین ابزار در صفحات جوشکاری باقی می ماند.
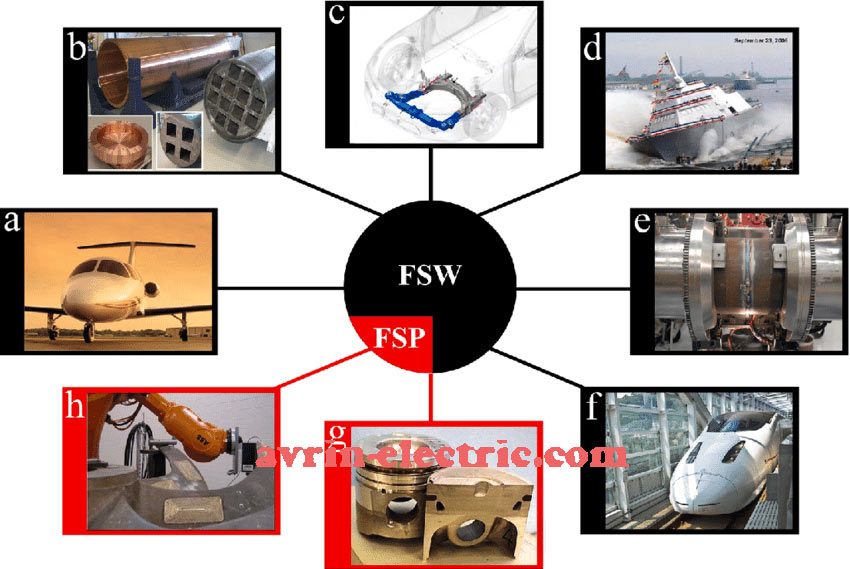
کاربرد جوشکاری اصطکاکی
جوشکاری اصطکاکی در درجه اول در صنعت برای پیوستن به آلیاژهای آلومینیوم در هر درجه، اعم از ریخته گری، نورد یا اکسترود استفاده می شود. نشان داده شده است که جوشکاری اصطکاکی بسته به درجه آلیاژ و قابلیت دستگاه FSW اتصالات لب به لب آلیاژ آلومینیوم را با ضخامت بین ۰.۳ میلی متر و ۷۵ میلی متر جوش می دهد.
مواد دیگری که با جوشکاری اصطکاکی پیوند خورده اند شامل آلیاژهای منیزیم، تیتانیوم، م ، نیکل و فولاد هستند، در حالی که پلاستیک ها و کامپوزیت های ماتریس فلز (MMC) نیز مورد بررسی قرار گرفته اند. همچنین نشان داده شده است که این فرآیند می تواند به ترکیبات غیر متفاوتی از این مواد از جمله آلومینیوم به فولاد بپیوندد.
جوشکاری اصطکاکی برای کاربردهای مختلف در صنایع مختلف از هوا فضا گرفته تا کشتی سازی و راه آهن تا الکترونیک از جمله سینی های باتری EV مورد استفاده قرار گرفته است.
خصوصیات مکانیکی
خصوصیات مکانیکی آلیاژهای آلومینیوم جوش داده شده با اصطکاک بهتر از سایر فرآیندهای جوشکاری مانند جوشکاری قوس مشاهده می شود. با توجه به خصوصیات مکانیکی FSW، این فرآیند معمولاً دارای سه ناحیه ریزساختاری اصلی است. یک ناخن جوش، یک منطقه تحت تاثیر حرارت مکانیکی (TMAZ) و یک منطقه تحت تاثیر گرما (HAZ). در حالی که هر قطعه جوشکاری و TMAZ “مناطق تحت تأثیر مکانیکی حرارتی” هستند، اما در مورد ویژگی های ریزساختاری به طور جداگانه در نظر گرفته می شوند. دلیل این امر این است که قطعه جوش مجدداً تبلور مجدد پویا را تجربه می کند در حالی که TMAZ این کار را نمی کند. با این حال، ترکیب دقیق و میزان ترکیب ریزساختاری در این مناطق به مواد و شرایط پردازش بستگی دارد. به عنوان مثال، این موارد می توانند بسته به عواملی مانند پارامترهای جوشکاری و طراحی ابزار FSW مورد استفاده تغییر کنند.
مزایای جوشکاری اصطکاکی
جوشکاری اصطکاکی با همزن مزایای زیادی نسبت به فرآیندهای جوشکاری قوس الکتریکی معمولی دارد. این شامل:
به عنوان یک فرآیند جوشکاری حالت جامد، FSW یک روش اتصال بدون نقص و بدون ترک خوردگی داغ ، تخلخل یا ترک انجماد است.
با توجه به دمای پایین تر، کاهش و انحراف در ماده پیوسته وجود دارد.
بدون نیاز به مواد پرکننده، شار یا گاز محافظ برای آلیاژهای آلومینیوم
جوشکاری اصطکاکی سازگار با محیط زیست است زیرا هیچگونه بخار، پاشش یا اشعه ماورا بنفش تولید نمی کند.
با استفاده از فن آوری ابزار ماشین، فرآیند را به صورت خودکار آسان می کند ، بسیار قابل تکرار است و نیاز به جوشکارهای ماهر را کاهش می دهد
در هر موقعیتی می تواند کار کند.
خواص مکانیکی خوب، که برای آلیاژهای آلومینیوم معمولاً برابر یا بیشتر از آن است که با فرآیندهای رقابت بدست می آید.
کم مصرف است.
قادر به پیوستن به بسیاری از آلیاژهای آلومینیوم “غیر قابل جوشکاری” ، مانند آلیاژهای سری ۲xxx و ۷xxx
بدون نیاز به آماده سازی لبه خاص در بیشتر برنامه ها
این یک جوشکاری حالت جامد است بنابراین از شار ، فلز پرکننده و غیره استفاده نمی کند.
از FSW می توان برای جوشکاری فلزات مشابه و غیرمشابه استفاده کرد.
اندازه دانه ریز و جوشکاری با کیفیت را می توان با این فرآیند بدست آورد
مصرف برق کمتر به دلیل عدم وجود گرمایش خارجی.
بسیار خودکار
نگهداری کمی لازم دارد.
طرح اتصال بزرگ جوشکاری موجود است و می تواند از همه جهت جوشکاری کند.
کار با آن آسان است و هیچ آلودگی محیطی ندارد.
معایب چیست؟
در حالی که جوشکاری اصطکاکی با همزنی مزایای بسیاری را ایجاد می کند ، محدودیت های کمی در ارتباط با فرآیند وجود دارد. این شامل:
چیدمان فیکسچر پیچیده یا خاص مورد نیاز است.
این یک سوراخ قابل مشاهده در صفحات جوشکاری ایجاد می کند.
هزینه اولیه یا راه اندازی بالا
در مقایسه با فرآیند جوشکاری قوس انعطاف پذیری کمتری دارد.
FSW نمی تواند اتصالات پرکننده را ایجاد کند.