
برای اینکه بخواهید دو قطعه را به هم متصل نمایید، از یکی از انواع جوشکاری مقاومت الکتریکی به نام جوشکاری سر به سر جرقه ای می توانید استفاده کنید که نام دیگر آن جوشکاری FBW می باشد. مقاومتی که هر کدام از قطعات در برابر گرما از خود نشان می دهند موجب می شود که در این فرآیند، انرژی منتقل شود و در نهایت جوش حاصل شود. در این مقاله به بررسی اطلاعاتی درباره جوشکاری سر به سر جرقه ای خواهیم پرداخت تا آگاهی خود را در این زمینه افزایش دهید و با مزایای آن آشنا شوید.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

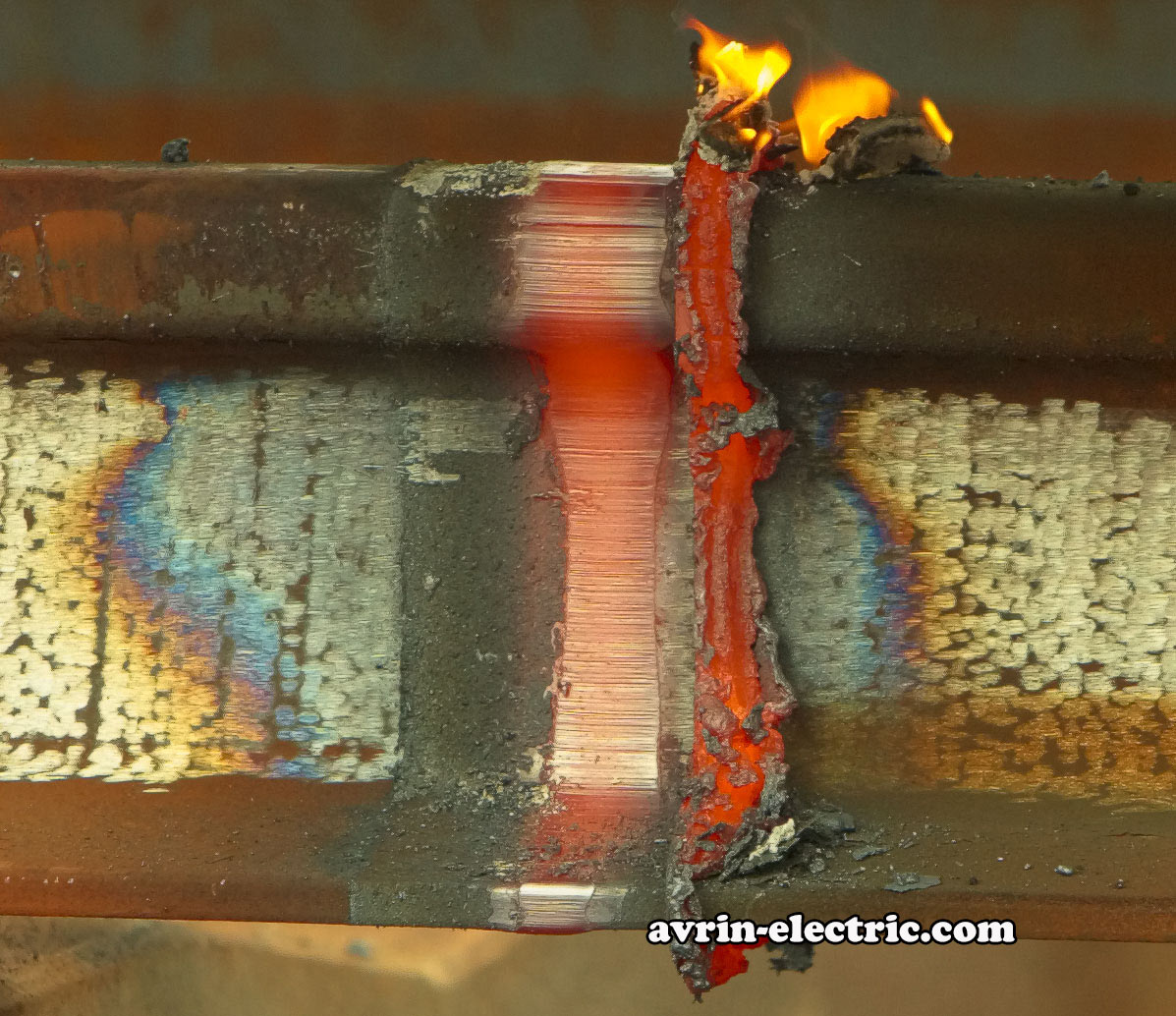
جوشکاری سر به سر جرقه ای
در جوشکاری سر به سر جرقه ای و یا جوشکاری FBW، برای اینکه محدوده جوش کامل شود، قطعات پشت سر هم قرار خواهند گرفت. کاربرد این جوشکاری در انواعی از ساخت و ساز ها خواهد بود، از دوچرخه گرفته تا اتصالات موجود در راه آهن از این روش استفاده می کنند. در این روش برای اینکه بتوان قطعات را به هم جوش داد در ابتدا دو قطعه خیلی آرام به سمت هم کشیده می شوند و سپس یک جرقه ولتاژ بر آنها وارد خواهد شد. به صورت دستی این فرآیند را می توان انجام داد اما به صورت نیمه اتوماتیک و یا اتوماتیک از جانب ماشین های جوشکاری قابل انجام است. وقتی قطعات به هم برخورد می کنند به دلیل مقاومت آنها، چگالی جریان افزایش پیدا می کند و گرمایی تولید می شود که این موارد در کنار هم باعث می شوند قطعات ذوب شوند و اتصالی در این نقطه صورت بگیرد. همه این رخدادها در نهایت موجب می شوند فضا برای ایجاد جرقه مناسب باشد که این جرقه کم کم رشد می کند و در نهایت با جذب گرما در انتهای دو لبه، ناحیه ای نرم ایجاد می کند. این قطعاتی که قرار است به هم جوش بخورند، تحت گرما قرار می گیرند و متحمل فشاری می شوند تا به سمت هم کشیده شوند. در این حالت جوش لب به لب را خواهیم داشت و در بخش اتصال، فلز ذوب شده ای وجود نخواهد داشت.

فرآیند جوشکاری سر به سر جرقه ای
در جوشکاری سر به سر جرقه ای از گیره های مسی برای نگهداشتن قطعاتی که قرار است به هم جوش بخورند، استفاده می شود که به این گیره ها الکترود می گویند. با نزدیک شدن قطعات بین هم جرقه ای ایجاد می شود و با فشاری که از قبل مشخص شده است، حرکت گیره ها را به سمت هم خواهیم داشت. در اثر جرقه، قطعات حالت خمیری به خود می گیرند و در هم فرو می روند. با قطع جریان الکتریکی، تشکیل جوش را خواهیم داشت. در جوشکاری سر به سر جرقه ای به فیلر نیازی نخواهد بود.

عوامل موثر بر جوشکاری سر به سر جرقه ای
عوامل مختلفی هستند که تعیین کننده کیفیت جوش در جوشکاری سر به سر جرقه ای می باشند. این عوامل شامل انتخاب درست الکترود از نظر سایز و تنظیم کردن درست آن، تلرانس قطعات قبل از فرآیند جوشکاری، دقت ماشین هایی که در جوشکاری استفاده می شود، مقدار نیرویی که احتیاج است و درست تنظیم کردن آن، کنترل فشار وارد شده بر دو قطعه و مناسب بودن تعادل حرارتی خواهد بود. تعادل حرارتی یعنی یکسان بودن دمای ذوب دو قطعه ای که قرار است به هم جوش بخورند که اگر اینطور نباشد، باید به تنظیم دما پرداخت تا یک تعادل ایجاد شود و دو قطعه ذوب یکسانی داشته باشند تا جوشی با کیفیت تشکیل دهند. در صورت نیاز به راهنمایی در زمینه خرید قطعات و تجهیزات جوشکاری سر به سر جرقه ای با شماره تماس های موجود در سایت تماس حاصل فرمایید تا کارشناسان ما اطلاعات لازم را در اختیارتان قرار دهند و مشاوره های رایگان انجام دهند.
کاربردهای جوشکاری FBW
از جوشکاری FBW برای موارد مختلفی می توان استفاده نمود. برای اینکه بتوانیم ریل ها، تیوب ها، لوله ها و قطعاتی که شکل رولی دارند را به هم متصل کنیم، از جوشکاری سر به سر جرقه ای استفاده می کنیم. در صنعت ساخت و ساز از جوشکاری FBW برای دیگ های بخار، قطعات ریل راه آهن و خطوط لوله استفاده خواهد شد. مزیت هایی که این جوشکاری دارد سبب کاربردهای فراوان آن در صنعت شده است.
مزایای جوشکاری FBW
در جوشکاری FBW به دلیل اینکه اتصال جامدی رخ می دهد، کیفیت جوش بالا خواهد بود. در این روش حوضچه جوش نخواهیم داشت که موجب می شود اثراتی که منفی بودند، حذف شوند. سیستم کنترل در این جوشکاری اتوماتیک است و لازم نیست جوشکار مهارت هایی که در روش دستی داشت، در این روش داشته باشد. در این جوشکاری مصرف گازهای محافظ را نخواهیم داشت و در نتیجه میزان آلودگی کمتر می شود. هم چنین لازم نیست قبل و بعد از کار به آن گرما دهیم. فرآیند آن حدود ۱ تا ۳ دقیقه زمان می برد که بسیار خوب است. هم چنین در این جوشکاری احتیاجی به پیش نیاز نخواهیم داشت. سرعت انجام آن بالا و میزان عیب هایش کم است.
در جوشکاری FBW دچار پاشش و ترک خوردگی نخواهیم شد و تجهیزاتی که در این جوشکاری استفاده می شوند، گران نیستند و دارای پیچیدگی نمی باشند. کنترل این جوشکاری با سه عامل نیرو، جریان و زمان قابل خواهد بود. برخی آلیاژها هستند که قابل جوش دادن نمی باشند اما با این روش می توان آنها را به هم جوش داد. به طور مثال برای فولاد هایی که ضد زنگ هستند مثل A-286 و هم چنین تیتانیوم، تنگستن، نیکل و آلیاژهایی از آلومینیوم کاربرد دارند. جوش هایی که با استفاده از جوشکاری FBW حاصل می شوند، متقارن و صاف خواهند بود. از دیگر مزایای این روش این است که شرایط محیطی خیلی محدودی را نیز برای انجام جوشکاری FBW نیاز داریم.
مواد قابل جوش در جوشکاری FBW
موادی که با جوشکاری سر به سر جرقه ای قابل جوش دادن هستند شامل فولادهای تجاری از کربن تا آلیاژ پایین و هم چنین فولادهای مقاوم در برابر خوردگی می باشد. فشاری که به قطعات وارد می شود و مصرف برق در فولادهایی که کربن پایینی دارند ثابت خواهد بود. با توجه به اینکه لوله دارای چه قطر داخلی است و چه فولادی در آن استفاده شده است، تنظیمات دیگری نیز خواهیم داشت. جرقه الکتریکی در فولادهایی که آلیاژ کمی دارند نسبت به فولادهایی با کربن پایین، باید سرعت بالاتری داشته باشند. در صنایع شیمیایی و قدرت استفاده از فولادهایی که به خوردگی مقاومت دارند، نیاز است.
از این فولاد هم چنین در لوله هایی که مواد خورنده حمل می کنند، سیستم های حمل روغن و گاز و لوله های حاوی سولفید بالای هیدروژن و دی اکسید کربن استفاده می شود. در تولید برق و هم چنین نیروگاه های شیمیایی فولادهای آستنیتی کاربرد دارند و برای خطوط لوله نفت و گاز فولادهای دوبلکس استفاده می شوند. برای اینکه بتوانیم در این لوله ها جوش هایی مقاوم به خوردگی ایجاد کنیم و قدرت جوش را در اندازه فلز پایه نگهداری کنیم، روش های سنتی جوشکاری مثل جوشکاری قوس الکتریکی مشکل خواهد بود. جوشکاری فولادهایی که کربن پایینی دارند مانند جوشکاری فولادهایی است که آلیاژ آنها پایین است و تنها کل زمانی که برای این فرآیند لازم است، در این دو متفاوت خواهد بود.
تجهیزات مورد استفاده در جوشکاری FBW
در جوشکاری سر به سر جرقه ای دو ماشین جوشکاری نیاز خواهد بود که ماشین های خارجی و داخلی نام دارند. برای جوش دادن لوله ها از بیرون، جوشکاری با ماشین خارجی امکان پذیر است و برای انجام جوشکاری از داخل، ماشین های داخلی کاربرد دارند. در لوله هایی که قطر آنها ۲ تا بیست اینچ باشد، جوشکاری لوله از بیرون انجام می شود و اگر قطر لوله ها بزرگتر باشد، استفاده از ماشین داخلی امکان پذیر خواهد بود. حرکت ماشین جوشکاری داخلی در طول لوله می باشد تا نقاطی که نیاز به جوش دارند، به هم جوش داده شوند. برای اینکه این ماشین ها را بتوان حرکت داد، از حمل کننده استفاده می شود که حرکت آنها به طور اتوماتیک، یک و نیم پا در ثانیه خواهد بود. کنترل کننده های آن ها نیز الکتریکی و هیدرولیکی می باشد.
کاربرد وسیع جوشکاری FBW نسبت به سایر جوشکاری ها
کاربرد جوشکاری سر به سر جرقه ای وسیع تر است و می توانیم انتها به انتهای ورق ها و هم چنین مقاطع کشیده شده را به هم جوش دهیم. مزایایی که این روش نسبت به سایر جوشکاری ها دارد تمرکز حرارتی بالاتر، نرخ تولید بالا، استحکام جوش بالاتر، مواد زائد کم در محل اتصال و امکان اتصال فلزاتی که غیر هم جنس هستند خواهد بود. قبل از جوشکاری نیز نیازی نیست که سطح را از قبل آماده سازی کنید.
خواص منطقه جوش در جوشکاری سر به سر
در جوشکاری سر به سر جرقه ای منطقه جوش و منطقه ای که تحت تاثیر حرارت قرار می گیرد، خواص متالوژیکی مناسب تری نسبت به فرآیندهایی ذوبی دارد و این طور نیست که استحکام نقطه جوش مقاومتی مثل فرآیندهای ذوبی کاهش پیدا کند. هم چنین مشکلاتی نظیر وجود عنصرهای آلیاژی در منطقه جوش را در جوشکاری سر به سر نخواهیم دید. تنها عیب بزرگی که این روش دارد این است که برای اینکه کیفیت اتصال اصلی را تشخیص دهیم، آزمایش غیرمخرب و مناسبی نداریم.