
موضوع اصلی صحبتمان که در این مقاله به بررسی آن خواهیم پرداخت، عیوب جوش در انواع جوشکاری ها می باشد و با توجه به آنکه امروزه سازه های بسیاری با سرعت و با تعداد بسیار زیاد در حال ساخت می باشند، بسیار طبیعی است که جوشکاری ها تا حد زیادی معایب چشم گیری داشته باشد و به همین خاطر است که افراد پیش از عمل جوشکاری باید تمام معایب جوش را مورد مطالعه و بررسی خود قرار دهند تا بعد از انجام عمل مورد نظر، عیوب جوش سازه خود را مشاهده نمایند.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

معایب جوش
همانطور که در بالا گفتیم احتمال پیدا کردن و یافتن سازه هایی که عیب جوش در آن بسیار کم و قابل چشم پوشی باشد، بسیار کم می باشد و همه افراد هنگام خرید سازه ها به دنبال سازه هایی بسیار سالم و اصیل می باشند تا کمتر عیب های جوش و یا مشکلاتی مانند آن را تجربه کنند. به همین خاطر از نظر اقتصادی این نوع سازه ها که از نظر جوشکاری بسیار سالم و تمیزند کمی گران تر از سایر سازه ها می باشند اما با توجه به آن که نرخ اتصال این نوع سازه ها بالا می باشد، برای بررسی خرید و فروش آن نیاز به یک متخصص داریم تا بدون اجحاف در حق کسی و با در نظر گرفتن تلاش های فرد جوشکار، سازه ای کاملا در خور و بدون عیب های جوش به خریدار تعلق پیدا کند.

عیوب جوشکاری
شکلگیری هرگونه انقطاع و ناپیوستگی در ساختار سازه ها و اتصالات جوش را ناپیوستگی جوش نام داده اند البته از این زاویه بیشتر سازه های جوش های ذوبی ناپیوستگی هایی دارند که در مقیاس میکروسکوپی وجود دارد اما چیزی که وجود یک ناپیوستگی و انقطاع را در سازه ها خطرناک می سازد، این است که پتانسیل اثرگذاری منفی و تخریبی بر روی سازه ها داشته باشد. برای مثال می توانیم ناپیوستگی در ابعاد یا در حجم مشخص، از سازه های جوش را نام ببریم که اگر بیش از حدِ استاندارد باشد، می تواند در استحکام سازه تاثیر بسیار منفی بگذارد و به تعمیر و بازسازی نیازمند شود.

عیوب جوش آرگون
عیب های جوش آرگون همانند نوسان های قوسی در هر دو حالت جوشکاری های ماشینی و دستی به وجود می آید و تغییرات اتصال جوش در پی مزایای جوشکاری های دستی مورد توجه قرار گرفته است. یعنی می توان گفت تغییرات اتصال جوش را به عنوان پایه و اساس مزایای موجود در جوشکاری های دستی بدانیم. برای انکه ظاهر جوشکاری بهتر باشد، انگاه باید پایداری قوس صورت بگیرد و وزش قوس نیز کم تر صورت بگیرد و پلاسمای قوس در جهت حرکت تورچ نیز انجام شود و به این منظور از یک میدان مغناطیسی بهره برد که این میدان مغناطیسی باید میدان مغناطیسی خارجی باشد. با این کار ها توانسته ایم ظاهر جوشکاری را بهتر گردانیم و از به وجود آمدن عیوب جوش خودداری کنیم.
عیوب جوش co2
در این قسمت به بررسی و پرداخت عیوب جوش co2 خواهیم پرداخت. از جمله عیوب جوش co2 می توان به تشعشعات حرکت حرارتی و گرفتگی و یا مشکلات صدا و خطر شوک الکتریکی اشاره نمود. این نوع جوش تا حد زیادی خطرات بالایی دارد و اگر قصد دارید که از این نوع جوش استفاده نمایید، باید عیوب جوش را تا حد قابل قبولی پایین بیاورید و نکات ایمنی را به انجام رسانید.

انواع مختلف عیوب جوش
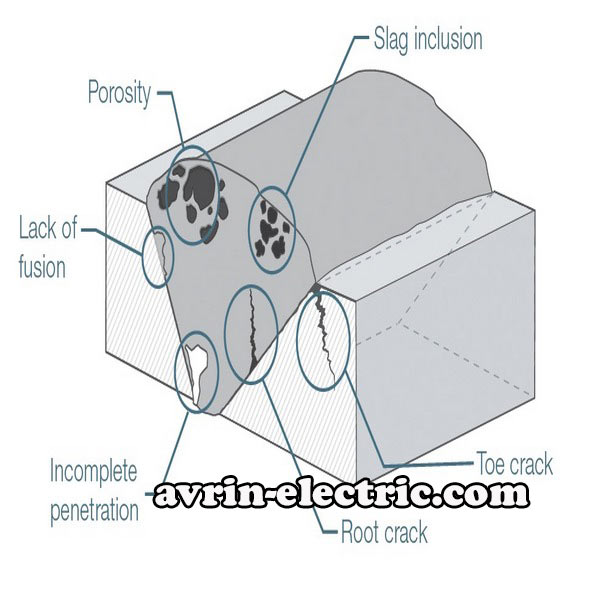
در هنگام اتصالات جوش، عیوب جوش بسیار زیاد و متنوعی مشاهده خواهیم نمود که حتی ممکن است که مواردی مانند پیوستگی ساختار های جوش از جمله عیوب جوش ساختاری به شمار آیند و ابعاد و حجم این جوشکاری ها بیشتر و یا کمتر از مقدار استاندارد مندرج شده در مراکز مهندسی باشد. از جمله آنها می توان به ترک های جوش و تخلخل اشاره نمود.
در ادامه می توان به نمونه های دیگر خاص عیوب جوش اشاره نمود. ممکن است در اتصالات جوشی نقصان هایی وجود داشته باشد که هیچ گونه علائم ظاهری نداشته باشد و از این دسته می توان به کم شدن مقاومت فلز در برابر زنگ زدن اشاره نمود که حتی ممکن است برای فولاد زنگ نزن نیز صورت بگیرد.
از دیگر عیوب جوش که به صورت ابعادی دیده می شود، اعوجاجی است که در نتیجه جوشکاری هنگام اتصال صورت می گیرد و مجموعه سازه جوش را تحت تاثیر قرار می دهد. عیوب جوشی که در این دسته دیده می شود، شامل عیوب جوش خطی و حجمی می باشد و ترک ها را می توان در دسته عیوب جوش خطی دسته بندی نمود و تخلخل و یا حفره های گازی را می توان در عیوب حجمی دسته بندی نمود. بر اساس یک معیار می توان گفت مواردی که اثر تخریبی زیادی دارند، عیوبی است که در لبه اتصالات دیده می شود و فلز در آن نقاط بسیار تیز است و در این سطوح از فلز، پتانسیل تخریب زیادی وجود دارد و باید آن را اصلاح نمود و به آن توجه کرد.

خطرناک ترین عیوب جوشکاری لوله
ترک ها خطرناک ترین انواع عیوب جوش هستند زیرا بر روی عملکرد اتصال و بر روی ساختار های جوش تاثیری منفی دارند. این ترک ها به یک شکل نیستند و به چندین شکل در آمده اند و در انواع و اقسام مختلفی طبقه بندی می شوند. با استفاده از دستگاه اورین الکتریک خطاهایی که هنگام جوشکاری پیدا خواهد شد به حداقل می رسد و از این طریق عیوب جوش کمتر به چشم می آید و این به خاطر دقت بی نظیر و بالای این دستگاه می باشد.
دیدگاه های ترک های جوشی
در این قسمت به بررسی انواع دیدگاه ترک های سازه جوشکاری شده خواهیم پرداخت. دیدگاه های ترک جوشی همه انواع مختلفی دارند که در این قسمت آنها را مورد بررسی قرار خواهیم داد. سازه جوشی محل رخداد ترک می باشد یعنی می توان رخ داد ترک در منطقه ای صورت بگیرد که تحت تاثیر حرارت بوده و یا راستای متقاطع یا موازی با خطوط جوش داشته باشد. از دیگر دیدگاه های دیگر عیوب جوش می توان دیدگاه ابعاد ترک را مورد بررسی قرار داد که در آن با چشم غیر مسلح اجسامی با ابعاد میکروسکوپی را مشاهده نمود. به هر حال عیوب جوش به حالتی در عمل جوشکاری گفته می شود که به خاطر مشکلاتی که در پی عمل جوشکاری به وجود آمده است ایجاد شده اند و حتی تنوع بسیار زیادی را نیز شامل می شوند.
ترک ها ناشی از چه می باشند؟
برای انکه قوس تشکیل شود باید جوش کاری انجام شود و در صورتی که از این مرحله چشم پوشی کنیم و نقاط لازم را جوش ندهیم آنگاه ترک هایی در سطح فلز ایجاد می شود. حتی در مواقعی که نقاط به یک اندازه گرم و سرد نمی شوند و بعضی نقاط به یکباره سرد و یا به یکباره گرم می شوند، این یک فاز مارتنزیت را ایجاد می کند که بسیار سرد خواهد بود. اما به این خاطر که در داخل شیار جوش، قوس الکتریکی نیز تشکیل می شود، باید پهنای جوش را بیشتر نمود یا اینکه به وسیله شعله گاز اکسی استیلن اجازه دهیم که فلز به آرامی سرد شود.
عوامل زیادی در کاهش مقاومت فلز تاثیر گذار می باشند. تنش پسماند یکی از این عوامل است و در نواحی که شکست خارج از انتظار است، با سرد و گرم شدن هوا ترک شکل می گیرد. البته در استیل ها، ترک سرد بیشتر از دیگر فلزات دیده می شود. این در حالی است که همگام با سرد شدن جوش، فاز مارتنزیت نیز ایجاد می شود. این ترک در ناحیه ای صورت می گیرد که متاثر از دما بوده است و برای جلوگیری و پیشگیری از دفرمگی و یا ایجاد و تشکیل تنش پسماند باید تنها به منطقه جوش حرارت را وارد کنیم و تکه تکه این گرما به سراسر فلز وارد شود.
برای ایجاد ترک سرد چندین پیش شرط وجود دارد که اگر این شروط رخ بدهد، ما نیز بر روی ناحیه جوش ترک سرد خواهیم داشت. یکی از این شروط، ساختار آسیب پذیر و میکروسکوپی یا همان فاز مارتنزیت جسم می باشد و شرط دیگر وجود گاز هیدروژن در ریز ساختار است که تردی هیدروژن نام دارد. قید و بند آزاد داشتن سطح جوش نیز از جمله شروط لازم ایجاد ترک سرد می باشد و اگر هر کدام از این دلایل حذف بشود، آنگاه این نوع ترک هم رخ نخواهد داد.
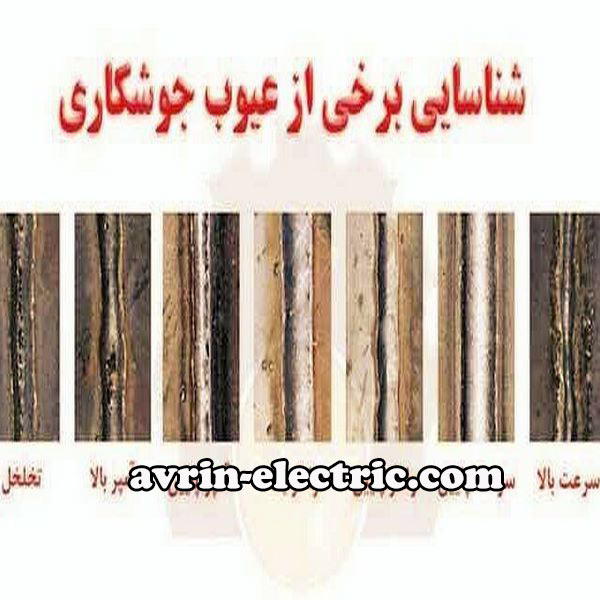
تصویر نهم
مثال هایی از انواع ترک ها
در این قسمت انواع ترک هایی که در جوشکاری ها به وجود می آید را خدمتتان عرض خواهیم کرد. ترک گرم نوعی از ترک های انجماد می باشد که به جرات می توان گفت در همه فلزات به وجود می آید و این نوع ترک دقیقاً در منطقه ای به وجود می آید که ذوب جوش در آن نقطه ایجاد شده است. نوع دیگر نیز دقیقا به صورت عمود بر مسیر جوش ایجاد می شود این نوع ترک به خاطر تنش های طولی است که در طول زمان به سمت پایین به وجود می آید. شما با خرید دستگاه جوشکاری اورین الکتریک می توانید از پیش آمدن این ترک ها و هر گونه عیوب جوش دیگر جدا خودداری کنید و سازه ای تمیز و بدون معایب مخرب به خریداران عرضه نمایید.