
مهره جوش از مواد قابل جوشکاری ساخته می شود و کاربردهای گسترده ای در ساخت صنایع دارددارد. مهره جوش نتیجه جوشکاری است که مواد پرکننده را رسوب می دهد. جوشکاری فرآیندی است که با حرارت دادن و نرم کردن چندین قطعه فلز با هم ترکیب می شود. با جوشکاری مهره، یک ماده پرکننده در فضای بین دو ماده قرار می گیرد. با خنک شدن ماده پرکننده فلز، پیوند محکمی بین دو سطح ایجاد می شود.
مهره جوش چیست؟
مهره جوش مهره خاصی است که می توان آن را به جسم دیگر یا یک قطعه فولاد جوش داد. انواع مختلفی از سبک ها و طرح های مختلف ارائه شده است و هر مهره جوش برای انجام عملکرد خاصی تحت مجموعه ای از پارامترها طراحی شده است.
مهره جوش از مواد قابل جوشکاری ساخته شده و ضخیم و مناسب برای جوشکاری است. انواع خاصی از مهره جوش برای استفاده در کانال ها یا لوله های مربع تو خالی در نظر گرفته شده اند. این نه تنها به کانال یا لوله قدرت می بخشد، بلکه نقاط نصب لوازم جانبی اضافی را در مناطقی که دسترسی به سمت عقب امکان پذیر نیست، فراهم می کند. این کار باعث می شود قطعات فقط با یک آچار محکم شوند.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

نحوه کار مهره جوش
آرگون گاز محافظ مهره جوش است. مهره جوشکاری از منبع قدرت مشخصه خارجی عمودی استفاده می کند و از قطب مثبت برای جریان مستقیم استفاده می شود و سیم جوش به الکترود منفی متصل است. برای جلوگیری از بروز منافذ جوش در استفاده روزانه، در صورت وجود زنگ زدگی، لکه های روغن و … باید قطعات جوشکاری تمیز شوند. در حین جوشکاری می توان مهره را گرم یا تحت فشار قرار داد و شکاف بین مهره ها را می توان با ماده پر کننده پر کرد. به این ترتیب می توان دو مهره را به طور دائمی به هم متصل کرد. مهره های جوشکاری باید همراه با نخ های داخلی و پیچ و مهره استفاده شوند و نخ های داخلی نیز باید با قطعات مکانیکی مانند پیچ همکاری کنند. بنابراین قدرت و حرکت می تواند منتقل شود. با این وجود مهره تعادل فقط قبل از توزین شدن جسم قابل تنظیم است.
تکنیک های اصلی مهره های جوشکاری
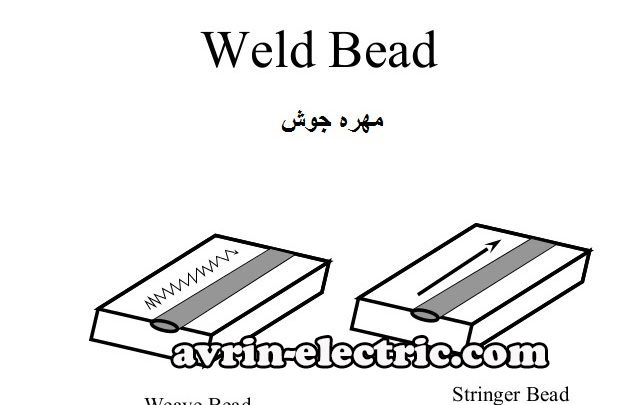
مهره های استرینگر(رشته ای):
مهره استرینگر (رشته ای) یک روش ساده است که در آن شما با کشیدن مشعل از طریق مفصل در یک خط مستقیم و بدون حرکت جانبی یا کمترین فشار کار را انجام می دهید. کشیدن بدان معنی است که الکترود در جهت جوشکاری “رو به جلو” زاویه دارد و گودال را هدایت می کند. این حداکثر نفوذ و یک جوش مقاوم را امکان پذیر می کند. برای فلزات حساس به گرما یا نازک یا هنگام جوشکاری عمودی، جوشکارها نوک مشعل را “فشار می دهند”. این کار مستلزم خم شدن مشعل از گودال است.
مهره بافته شده
برای جوشکاری های گسترده، می توانید در امتداد اتصال از یک طرف به آن ببافید. برای اتصال چربی، بافتن، سریعترین راه برای از بین بردن یک کار جوشکاری است. این امر به ویژه در مورد جوشکاری های شیاری روی سهام ضخیم صادق است. بافت روی جوش های فیله نیز معمول است. البته بافت انواع مختلفی دارد و هر جوشکاری مورد علاقه خود را دارد. به عنوان مثال، دست شما می تواند یک حرکت زیگ زاگ، هلال یا حلقه حلقه انجام دهد.
انواع مهره جوش
مهره جوش ها دارای چندین نوع هستند که این مقاله انواع مهره جوشکاری را که با سه فرآیند اصلی (TIG ، Stick ، MIG) مشترک است، پوشش می دهد. یادگیری انواع مختلف مهره جوشکاری به شما کمک می کند تا بهتر بدانید چه چیزی برای پروژه ها و نیازهای خاص شما مفید است.
مهره های جوش TIG
از آنجا که TIG یک فرآیند جوشکاری قوسی است، برای جوشکاری آلیاژهای آلومینیوم و منیزیم تولید و به کار می رود. این فرآیند برای افزودن مواد پرکننده به چندین نوار دباغی نیاز دارد و به شکل دایره ای به این مهره ها افزوده می شود. هرچه مقدار دباغی بیشتر باشد، شکل دایره ای بهتر می شود. این مرحله به شدت بر روی جوش حاصل تاثیر می گذارد. جوشکاری TIG به همین سادگی نیست. شما باید موارد زیادی را بخاطر بسپارید. آماده باشید تا الکترود را با یک دست، میله را با دست دیگر کنترل کنید، بعد از اینکه مهره به پایان رسید، برای درست شدن آن باید تنظیمات کمی انجام دهید. برای به دست آوردن جذاب ترین ظاهر یک جوش TIG، فقط با پایان دادن به مهره، تغییرات کمی ایجاد می کند. جوشکاری TIG مناسب ترین فرآیند جوشکاری است و در روند جوشکاری جرقه ای ایجاد نمی کند.

مهره های جوشکاری Stick
ویژگی های متعددی در مهره جوشکاری Stick وجود دارد. از این مهره ها بدون دردسر برای کشیدن یک مهره مستقیم استفاده می شود. علاوه بر این، این مهره ها بسیار باریک تر از انواع دیگر هستند. الگوی نوع بافت در جوشکاری عمودی ارجح است. بنابراین، جوشکار می تواند از الگوهای مختلفی برای پخش مواد پرکننده بر روی سطوح آلیاژ استفاده کند. در مهره های جوشکاری Stick، می توانیم به سراغ برخی از میله های چوب سلولز نیز برویم. اینها باید با تکنیک مناسب استفاده شوند. نتیجه نهایی شما را به ظاهری کاملاً مشابه شکل جوش TIG می رساند. این جوش ها به اندازه جوش های TIG چشمگیر نیستند. علاوه بر این، با استفاده از این روش، جوشکار در برخورد با یک قوس در حالی که میله را در موقعیت قرار می گیرد مهارت دارد تا یک شکل سکه مانند ایجاد کند.
ویژگی جوشکاری Stick
جوش های Stick می توانند چندین ویژگی مهم داشته باشند. خانواده میله های هیدروژنی کم کاملاً همه کاره هستند. یک میله هیدروژن کم ۷۰۱۸ را می توان به عنوان یک مهره مستقیم کشید. این دانه ها به عنوان مهره های “رشته ای” شناخته می شوند زیرا یکنواخت و باریک هستند. این مورد با جوشکاری چوب مسطح، افقی و هوایی محبوب است. جوشکاری عمودی ۷۰۱۸ می تواند از استفاده از الگوی نوع بافت بهره مند شود. در حال کار در سربالایی، جوشکار می تواند از الگوهای مختلفی برای پخش فلز پرکننده به داخل مفصل استفاده کند. بافت در تست های عمودی بسیار ساده تر است، اما گاهی اوقات CWI فقط اجازه عبور سیم می دهد.
مهره جوشکاری MIG
مهره جوش MIG جهانی است زیرا بسیاری از تکنیک ها برای ایجاد یک جوش خوب وجود دارد. بعضی از جوشکارها ترجیح می دهند که گودال را فشار دهند و برخی دیگر گودال را می کشند. هیچ قانون سخت و سریعی برای پیروی از آن وجود ندارد. اگر جوشکار هستید، نیازی نیست که گودال خود را بکشید. با این حال، توصیه می شود قبل از کشیدن، سرباره را تجزیه و تحلیل و اطمینان حاصل کنید. در حداکثر موارد یک میله چوب MIG را فشار دهید، احتمال گرفتار شدن سرباره در جوش بیشتر می شود و در نتیجه تخلخل افزایش می یابد. بسیاری از جوشکاران MIG از هیچ الگوی بافته، استفاده نمی کنند. آن ها به سادگی یک مهره رشته مستقیم را اجرا می کنند. اگرچه این می تواند یک جوش صوتی ایجاد کند، اما استفاده از الگوی بافت می تواند برای اتصالات گسترده تر و جوش های عمودی مفید باشد. فلز پرکننده را بیشتر گسترش می دهد و در نتیجه دانه ای صاف تر می شود.
روند جدیدتر جنب و جوش “MIG مانند TIG” است. این جایی است که برخی از تنظیمات MIG می تواند منجر به ایجاد یک مهره شود. این مهره ها آنقدر قوی نیستند و گرما بسیار کمتر از حد نرم به فلز نفوذ می کند.
موارد احتیاطی برای استفاده از مهره های جوشکاری
۱. دامنه استفاده از مهره جوشکاری به طور کلی برای جوشکاری یک صفحه نازک حدود ۶ میلی متر است که می تواند از تغییر شکل زیاد جوشکاری جلوگیری کند و در عین حال، می تواند جوشکاری زیبایی بیشتری داشته باشد.
۲. هنگام جوشکاری باید از جریان مستقیم استفاده شود و قطب منفی باید به یک سر سیم جوش متصل شود.
۳. لکه های روغن، زنگ زدگی و سایر آلودگی های قسمت جوشکاری باید قبل از جوشکاری پاک شود تا از منافذ جوشکاری جلوگیری شود.
۴. آرگون با خلوص ۹۹.۹۹٪ باید به عنوان گاز محافظ استفاده شود و هنگامی که جریان بین ۵۰-۱۵۰A است، سرعت جریان آرگون باید به ۸-۱۰ لیتر در دقیقه برسد و هنگامی که جریان بین ۱۵۰-۲۵۰A باشد، آرگون جریان هوا باید به ۱۲-۱۵ لیتر در دقیقه برسد.
۵. در طی فرآیند جوشکاری، محیط کار باید تهویه نگه داشته شود و هوا باید در محیط داخلی تهویه شود. در عین حال، صفحه باید برای محافظت در هنگام جوشکاری استفاده شود.
۶. در حین کار جوشکاری، باید زاویه بین قسمت جوشکاری و خط مرکزی الکترود تنگستن را بین ۸۰-۸۵ درجه نگه داشت. مزیت این امر محافظت بهتر از استخر جوشکاری است.
۷. زاویه بین سیم پرکننده و سطح جوشکاری باید در ۱۰ درجه نگه داشته شود.
۸- مقدار طول الکترود تنگستن که از نازل گاز بیرون زده حدود ۵ میلی متر می باشد و طول گوشه ها یا سایر مکان های نسبتاً در معرض باید حدود ۲-۳ میلی متر باشد و طول در قسمت عمیق باید طولانی تر، حدود ۶ میلی متر باشد.