
در جوشکاری با علائم و نمادهایی رو به رو خواهید بود تا ارتباط مناسبی با جوشکار صورت بگیرد. علائم جوشکاری اگر چه ممکن است عجیب به نظر بیایند اما با آموزش و یادگیری آنها خواهید توانست ارتباط بهتری با آن پیدا کنید. سمبل ها، نماد ها و علائم جوشکاری مسائلی هستند که آموختن آنها برای بالا بردن کیفیت کار ضروری خواهد بود. در این مقاله نیز به بررسی اطلاعاتی درباره علائم جوشکاری و کاربردهای آن خواهیم پرداخت تا آگاهی خود را در این زمینه افزایش دهید.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره های ☎️ ۰۹۱۲۱۵۷۴۷۷۱ و ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

علائم جوشکاری
فلش هایی را در علائم جوشکاری یا welding symbols خواهیم دید که می توانند مشخصاتی که جوشکاری به وسیله آنها صورت گرفته است را به صورت یک ساختار اصلی به نمایش بگذارند. فلش ها در علائم جوشکاری مکانی را نشان می دهند که جوش دادن باید آنجا صورت بگیرد. یک خط راهنما وجود دارد که فلش به آن وصل شده است و تقاطعی که در آن وجود دارد با خط مرجع، افقی خواهد بود. در بخش انتهایی که مخالف خط مرجع باشد، یک دم وجود دارد که شاخه آن از دو جهت خواهد بود. این انتها یا دم حالت اختیاری دارد و نیاز به آن فقط در دستورالعمل های خاص می باشد.
نماد جوش در علائم جوشکاری
نماد جوش به صورت یک شکل هندسی و یا دو خط موازی خواهد بود که در وسط خط مرجع وجود دارد و اینکه فلز به چه نوع جوشکاری نیاز دارد را مشخص خواهد کرد. این نماد را با نماد کلی جوش اشتباه نگیرید. نماد های جوش به صورت هایی چون فیله، مربع و شیار V می توانند باشند. گاهی بالاتر از خط مرجع و نه در زیر آن شاهد وجود نماد جوش خواهیم بود که این قرارگیری ها مهم هستند و موضوعی را عنوان می کنند. اگر محل قرارگیری نماد جوش در زیر خط مرجع باشد، باید جوش را در طرف فلش مفصل داشته باشیم اما اگر ظاهر شدن نماد جوش در بالای خط مرجع باشد، جوش را باید در محلی انجام داد که سمت مقابل مفصل باشد طوری که نوک پیکان به آن اشاره کند. گاهی ممکن است نماد جوش را در هر دو سمت خط مرجع داشته باشیم یعنی در هر دو سمت اتصالات یک جوش باید صورت بگیرد.
زوایا در علائم جوشکاری
علائم جوشکاری زیادی برای طراحی انواع مختلف جوش ارائه شده است تا در کارهای تجاری مورد استفاده قرار بگیرد و بتوان در هنگام برشکاری انواع اتصالات را داشت. بخش بزرگی از مشخصات مربوط به جوشکاری با اعداد به نمایش درآمده است. در بالا یا زیر خط مرجع مواردی چون عمق، عرض، طول جوش، باز شدن ریشه و زاویه ای که برای جوشکاری ذوب فلز پایه مورد نیاز هستند به شکل خلاصه ذکر شده است. در قسمت چپ نماد جوش اکثرا عرض جوش یا قطر را خواهیم داشت و در سمت راست نیز طول مشخص می شود. البته اگر طول مشخص نشده باشد بدین معنی است که از قسمت ابتدایی تا انتهایی مفصل باید جوش را ادامه دهیم. عرض جوش نیز فاصله ای خواهد بود که یک پا از جوش تا پای دیگر خواهد داشت.
ابعاد در سمبل های جوشکاری
اگر در علائم جوشکاری در زیر خط مرجع ابعاد ذکر شده باشد، آنها را روی مفصل جوش و در سمت فلش باید برقرار کنیم و اگر بالای سمبل ابعاد ذکر شوند، اعمال آنها روی مفصل و در سمت دیگری که جهت فلش وجود دارد، خواهد بود. اگر فلزاتی که جوش می خورند نازک باشند و یا به گرما حساس باشند و یا اینکه اتصال طولانی را در مفصل داشته باشیم، نمایش جوش ها در علائم جوشکاری به شکل جداگانه خواهد بود و حالت طولانی نخواهد داشت. اگر در هر طرف خط مرجع نمادهای جوش به صورت افست داشته باشیم و با هم یکسان نباشند، بدین معنی است که قرارگیری جوش ها در هر دو سمت مفصل باشد. با نماد جوش می توان ابعاد صورت ریشه، زاویه و باز شدن ریشه را مشخص کرد.
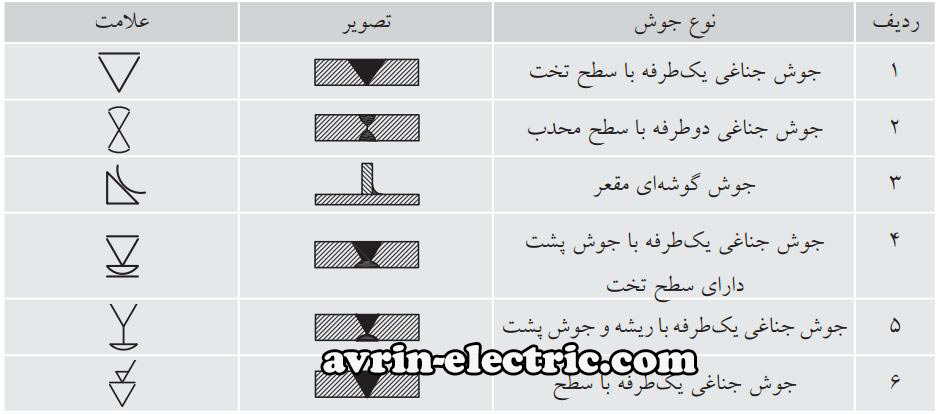
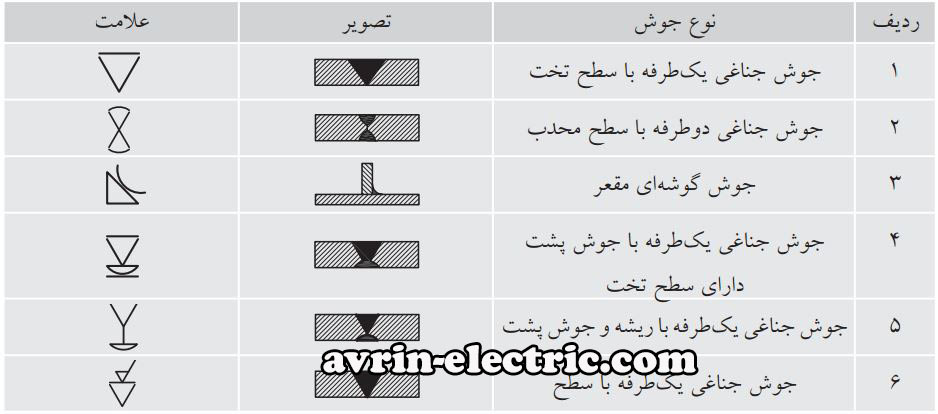
بررسی نمادهای مختلف در سمبل های جوشکاری
وجود پرچم جوش فیله این موضوع را به جوشکار گوشزد می کند که کار را در سایت و نه در مغازه انجام دهد. دایره ای که نام آن weld all around می باشد و در همان مقطع پرچم واقع شده است نیز نشان دهنده همین مفهوم خواهد بود. در لوله و تیوب اغلب این نماد را خواهیم داشت. اگر قطعه به شکل دایره نباشد نیز، نیاز به جوشکاری در همه طرف ها خواهد بود. اگر در بالای نماد جوش منحنی وجود داشته باشد، این موضوع را عنوان می کند که باید جوشی صاف، محدب یا مقعر ارائه دهید اما اگر به جای منحنی خط مستقیم وجود داشت، جوش پایانی باید مسطح باشد. نماد شیار -V نیز که جعبه ای در بالای آن قرار دارد، نوار پشتی مفصل را نشان می دهد. یعنی قبل از اینکه به جوش شیار بپردازیم باید نوار را به پشت مفصل جوش دهیم.
دقت کنید که نوار پشتی و جوش پشت یکسان نیستند، در قسمت پشتی مفصل بعد از قسمتی که کامل شدن شیار جوش اولیه را داریم، اگر جوش دوم ایجاد شده باشد به آن جوش پشتی می گویند. در صورتی که در بخش پایینی صفحات، اگر قطعه ای از فلز را جوش دهیم و در پایان جوش یکنواختی ایجاد شود، نوار پشتی را خواهیم داشت. اگر مراحل زیادی را در فرآیند جوشکاری داشته باشیم، بر روی نماد جوش خطوط مرجع زیادی وجود خواهد داشت. هم چنین برای اینکه دستورالعمل ها روشن و واضح باشند، این امکان وجود دارد که از خط رهبر چندین خط مرجع به شکلی موازی امتداد پیدا کنند. عملیات های جداگانه ای در هر یک از این خطوط خواهیم داشت که ترتیب در آنها مهم بوده و اولین عملیات نیز همانی خواهد بود که نزدیک به فلش باشد.
جزئیات در علائم فرآیند جوشکاری
یکی از علائم جوشکاری دم شاخه دار است که جزییاتی را بیان می کند که به صورت نرمال روی خط راهبر توضیح داده نشده اند، مثلا خواسته طراح از جوشکار مبنی بر استفاده از جوشکاری های دیگری چون جوشکاری استیک نمونه ای از آن می باشد. اگر به دستورالعمل خاصی نیاز نداشته باشیم، حذف دم از نماد جوش را نخواهیم داشت. بعد از تسلط بر اصول اولیه علائم جوشکاری، جزئیاتی که در نقشه وجود دارد را خواهید آموخت. این جزئیات می تواند انبساط و مشخصات پخ، دستورالعمل جوش نقطه، دستورالعمل نهایی یا کانتورینگ، سنگ زنی یا ماشینکاری دیگری باشد.
پسوندها در علائم
در کنار نام فرآیند، پسوندهایی را خواهید دید که مشخص کننده متدی می باشد که فرآیند باید انجام شود. جوشکاری اتوماتیک با AU نشان داده می شود، ME نشان دهنده جوشکاری ماشینی خواهد بود و MA جوشکاری دستی را نشان خواهد داد. جوشکاری نیمه اتوماتیک را به صورت SA خواهیم داشت. در صورت نیاز به راهنمایی در زمینه علائم جوشکاری و خرید تجهیزات با شماره تماس های موجود در سایت تماس حاصل فرمایید تا مشاوره های لازم را از کارشناسان مجموعه دریافت نمایید.
اهمیت آموزش علائم در جوشکاری
آشنایی با علائم جوشکاری بسیار مهم است و راهی برای شناخت جزئیات در فرآیند جوش دادن می باشد. هر مهندس عمرانی باید با این علائم جوشکاری آشنا باشد تا بهترین نتیجه را از جوشکاری دریافت کند. در واقع برای ارائه بهترین کار لازم است که تسلط کافی بر این علائم داشته باشید چون هر یک مشخص کننده موضوعی در فرآیند جوشکاری خواهند بود که عمل به آنها ضروری است.
معرفی کلیه علائم در جوشکاری
محل اتصال همیشه با پیکان یا فلش مشخص خواهد شد. اطلاعات تکمیلی را در قسمت دم خواهیم داشت که شامل چگونگی گوجینگ، نوع الکترود مصرفی، نوع فرآیند جوشکاری و … خواهد بود. رسم خط مرجع به شکل افقی می باشد و حاوی اطلاعات اصلی است که می تواند ابعاد جوش و یا نوع اتصال باشد. اطلاعات موجود در پایین خط مرجع طرف قرارگیری پیکان را نشان می دهند و بالای خط مرجع طرف دیگر پیکان را مشخص می کند. در اتصالات T نبشی و هم چنین لب روی هم، جوش ماهیچه ای نشان داده خواهد شد که به صورت مثلث قائم الزاویه خواهد بود که باید در سمت چپ بیننده ساق عمودی آن را داشته باشیم. در کنار ساق عمودی، عددی مشخص شده است که مقدار ساق جوش را عنوان می کند. ابعاد ذکر شده بر حسب میلی متر خواهند بود. اگر ساق های جوش ماهیچه ای اندازه یکسانی نداشته باشند ابعاد را داخل پرانتز می نویسند و بینشان ضرب می گذارند.
اندازه ساق افقی را درون پرانتز و در سمت چپ خواهیم داشت و اندازه ساق عمودی را نیز درون پرانتز و سمت راست مشاهده می کنیم. در اتصال ماهیچه ای در سمت راست علامت جوش، عددی نوشته شده که همان طول جوش خواهد بود. گاهی اوقات جوشکاری منقطعی را در تیرهای فلزی خواهیم داشت که قسمت های جوشکاری شده و جوشکاری نشده در آن طول معینی خواهند داشت که ابعاد این اتصال با دو عدد مشخص می شود. اگر بخواهیم فاصله خالی بین دو جوش را بدانیم می توانیم آنها را از هم کم کنیم. اگر در محلی که پیکان با خط مرجع برخورد می کند، دایره ای توخالی وجود داشته باشد، یعنی دور تا دور قطعه باید جوشکاری شود. اتصال لب به لب ساده نیز با دو خط عمودی و موازی نشان داده می شود.