
جوشکاری ترموپلاستیک نوعی از جوشکاری محسوب می شود که اتصال قطعات آن براساس حرارت، فشار، سرد کردن سطوح شکل می گیرد. با توجه به پیشرفت های تکنولوژی در زمینه لوازم خانگی، صنایع اتومبیل سازی و… استفاده از مواد پلاستیکی به دلیل ویژگی های منحصر به فرد آن افزایش پیدا کرده است. وزن پایین و بازدهی بالای پلاستیک از مهمترین مشخصه های این ماده محسوب می شود و همین امر سبب جایگزین شدن پلاستیک در اغلب صنایع شده است.از دید مهندسی، مواد پلیمری به سه گروه ترموپلاستیک، ترموست و الاستومرها تقسیم می شود.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

جوشکاری ترموپلاستیک
قطعات ترموپلاستیک که در زیر مجموعه پلیمرها قرار می گیرند با استفاده از جوشکاری ترموپلاستیک به یکدیگر متصل میشوند.در فرآیند جوشکاری ترموپلاستیک قطعات تحت یک درجه حرارت مشخصی گرم می شوند و پس از سرد شدن به یکدیگر اتصال پیدا می کنند. برای جوشکاری ترموپلاستیک مواد باید به نقطه ذوب برسند و در برخی از مواقع صرفا گرم شوند. برخی از مواد پلیمری ترموپلاستیک دارای نقطه ذوب ۲۵۰ درجه سانتی گراد هستند و برخی از آنها نقطه ذوب ۵۰۰ درجه سانتی گراد دارند. در مرحله بعد قطعات ترموپلاستیک به یکدیگر فشرده می شوند. این فشار سبب می شود ساختار مولکولی ترموپلاستیک به یکدیگر پیوند بخورند و پس از سرد شدن قطعه یه جسم سخت را تشکیل دهند. مواد مورد استفاده در جوشکاری ترموپلاستیک عبارتند از:
· پلی پروپیلن: کاربرد این ماده بیشتر در صنایع بسته بندی می باشد.
· پلی اتیلن: صنایع کشاورزی و ژئومرگ از پلی اتیلن برای ساخت لوازم و تجهیزات مورد نیاز این صنعت استفاده می کنند.
· پلی وینیل کلراید: این مواد سبب تولید پارچه هایی می شوند که در خیاطی، ساخت بنر، چادر و … کاربرد دارند.
مراحل جوشکاری ترموپلاستیک
· اولین مرحله در جوشکاری ترموپلاستیک تمیز کردن قطعات ترموپلاستیک است. کثیفی قطعات سبب بروز یک اتصال نامناسب می شود و به طور کل قطعه خراب می شود.
· هرگونه ماده آلاینده نظیر رنگ، روغن و… باید به وسیله ی یک دستمال نرم و آب گرم پاک شود. از مواد شوینده صنعتی برای تمیز کردن قطعات استفاده نکنید زیرا سبب از بین رفتن سطح رویه قطعات می شود و موجب خرابی جوشکاری می شود.
· تمام قسمت های قطعات را به وسیله دستگاه دیسک سنگ زنی تمیز کنید و خاک و آلودگی ها را از روی قطعات پاک کنید.
· توجه کنید به هنگام تمیز کردن سطوح حتما از ماسک استفاده کنید.
· برای اتصال اجزای جوشکاری به چند عامل نیاز است که عبارتند از:تمیز کردن سطوح، شناسایی ترموپلاستیک، گرم کردن قطعه
· با استفاده از یک وسیله مناسب شیار V ایجاد می شود.
· تراز کردن و تنظیم قطعات بر روی یکدیگر
· قطعات شکسته برای این که به صورت مناسب بر روی هم قرار گیرند نیاز به یک وسیله مناسب دارند.
· در زمان هایی که باید جوشکاری در مدت زمان کوتاهی انجام گیرد و دسترسی به محل جوشکاری سخت است از روش جوشکاری پاندولی استفاده می کنند.

نکات جوشکاری ترموپلاستیک
· دمای جوش مناسب برای قطعه ترموپلاستیک را توسط نازل تنظیم کنید.
· میله جوش و قطعه ترموپلاستیک را با حرکت آونگ گرم کنید.
· در جوشکاری ترموپلاستیک باید مساحت مورد نظر را به طور مداوم جوشکاری کرد.
· پس از جوشکاری قبل از برش زدن یا تمیز کرد محل جوش باید اجازه دهید که قطعات و ابزار به طور کامل خنک شوند تا زمانی که ترموپلاستیک به طور کامل خنک نشود مقاومت پلاستیک کامل نخواهد شد.
· چنانچه پروژه جوشکاری ترموپلاستیک طولانی باشد می توان روش سرعت جوش را برای جوشکاری انتخاب کرد.
· زمانی که جوشکاری ترموپلاستیک با سرعت جوش انجام شود لازم است که میله و نازل جوشکاری را به طور مناسب تنظیم کنیم.
· پس از وارد کردن میله در نازل سرعت جوش می توانید فشار ۵/۲ کیلوگرمی را نیز به میله وارد کنید.
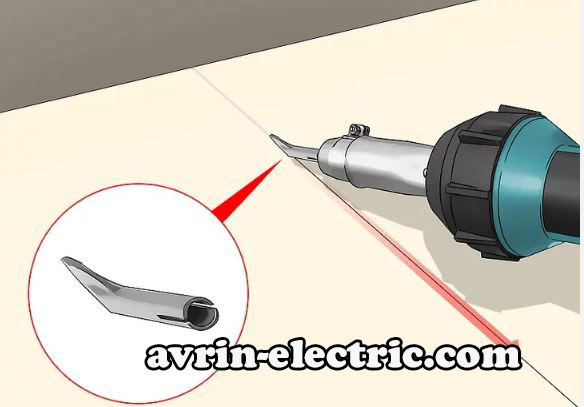
جوشکاری پلاستیک با هوای داغ
یکی از روش های جوشکاری ترموپلاستیک و بطور کلی انواع پلاستیک ها حرارت دهی خارجی به قطعات می باشد. این روش جوشکاری ترموپلاستیک به جوشکاری هوای داغ معروف است. ابزار جوشکاری ترموپلاستیک هوای داغ، سشوار صنعتی و نازل جوشکاری هستند. برای شروع جوشکاری ترموپلاستیک با هوای داغ در ابتدا گاز گرم شده را به وسیله نازل بر روی مفتول جوش و قطعات ترموپلاستیک قرار می دهیم که سبب ذوب قطعات می شود. فشار لازم برای اتصال با کمک دست یا نازل اعمال می شود.
ترکیب گرما و فشار سبب اتصال قطعات همجنس به یکدیگر می شود.برای داشتن یک جوش با کیفیت مطلوب به یک جوشکاری مداوم و یکنواخت با سرعت مناسب نیاز داریم.یکی از نکات مهم جوشکاری ترموپلاستیک با هوای داغ این است که مفتول جوش و قطعه ی مورد نظر باید از یک جنس باشند به عنوان مثال هردو از جنس ترموپلاستیک باشند.فرآیند جوشکاری ترموپلاستیک در سه مرحله آماده سازی سطوح، اعمال همزمان گرما و فشار، خنک سازی قطعات انجام می گیرد. جوشکاری ترموپلاستیک با هوای داغ باید در محیط بیرون یا محیطی که مجهز به سیستم تهویه است انجام گیرد. استفاده از ماسک و عینک در زمان جوشکاری الزامی است.
تجهیزات مورد استفاده در جوشکاری با هوای داغ
نوع فلزی که برای ابزارات و تجهیزات جوشکاری ترموپلاستیک با هوای داغ استفاده می شود از جنس فولاد، نیکل و آلومینیوم است. منبعی که توسط آن قطعات را حرارت می دهند معمولا الکتریکی هستند اما گاهی هم شعله اکسی استیلن یا پروپان به عنوان منبع حرارتی در جوشکاری ترموپلاستیک مورد استفاده قرار می گیرند.در این روش جوشکاری تلاش می کنند که چسبندگی مواد مذاب به ابزارهای جوشکاری را توسط روان کننده ها از بین ببرند.اما روان کننده ها تاثیر چندانی در پاک کردن مواد مذاب ندارند و معمولا کیفیت جوشکاری با این روش نسبت به سایر روش های جوشکاری که از روان کننده ها استفاده نمی کنند کمتر است. دمای ابزارهای جوشکاری باید به طور دقیق کنترل شود.چنان چه دمای ابزارها از یه حدی بالاتر باشد قطعات پلیمری دچار سوختگی می شوند و اجزای آن تجزیه می شوند. از این روش جوشکاری برای خطوط لوله های فاضلاب، لوله های گاز و… استفاده می شود.
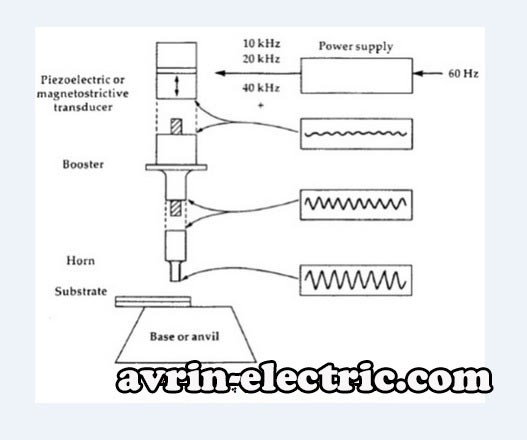
جوشکاری فراصوتی پلاستیک ها
روش جوشکاری فراصوتی علاوه بر اتصال قطعات پلاستیکی به یکدیگر سبب اتصال قطعات غیر همجنس به یکدیگر نیز می شود به عنوان مثال با استفاده از روش فراصوت می توان قطعات پلاستیک و فلز را به یکدیگر متصل کرد. حرارت مورد نیاز برای گرم کردن قطعات از طریق امواج فراصوت تامین می شود. در فرآیند جوشکاری فراصوتی انرژی الکتریکی دستگاه به انرژی با فرکانس بالا تبدیل می شود و توسط ابزار ویژه ای به قطعه مورد نظر انتقال پیدا می کند.حرارت مورد نیاز برای ذوب قطعات در نتیجه اصطکاک حاصل از نوسان سطوح بدست می آید. از آن جایی که به هنگام عملیات جوشکاری انرژی لازم فقط در نقطه اتصال اعمال می شود فقط آن ناحیه گرم می شود و قسمت های دیگر سطوح سرد باقی می ماند.جوشکاری فراصوت مواد پلاستیکی با جوشکاری فراصوت فلزات کاملا تفاوت دارند. تفاوت اصلی آنها به این جهت است که حرارتی که در مواد پلاستیکی تولید می شود برای رساندن قطعه به نقطه ذوب کافی است اما در مورد فلزات این روند وجود ندارد.
لوازم و تجهیزات جوشکاری فراصوتی
لوازم و تجهیزات جوشکاری فراصوتی عبارتند از:منبع تولید نیرو، مبدل منبع انرژی، دماغه، تایمر، گیره نگهدارنده.پایه نگهدارنده دماغه
وظیفه دماغه این است که نوسانات منبع انرژی را تشدید کند و به قطعات پلاستیکی انتقال دهد.از تایمر برای مدت زمان جوشکاری و مدت زمان نگه داشتن قطعه استفاده می شود.کاربرد گیره های نگهدارنده در زمینه نگه داشتن قطعات بر روی یکدیگر و جلوگیری از حرکات احتمالی آنها می باشد. چنانچه قطعات به طور مناسب بر روی یکدیگر قرار نگیرند احتمال دارد که توسط دماغه دچار آسیب دیده گی شوند. در زمان جوشکاری فشار باید به طور مساوی به قطعات انتقال پیدا کند. دماغه مورد استفاده در جوشکاری فراصوت به دو گروه تقسیم می شوند که عبارتند از: دماغه های استاندارد و غیر استاندارد، دماغه های کاهنده و افزایش دهنده. مزایای جوشکاری فراصوت به این شرح است:
· در جوشکاری فراصوت میزان حرارت مورد نیاز برای ذوب قطعات بسیار کم است و هیچ حرارتی اتلاف نمی شود.
· جوشکاری فراصوت با سرعت بالا بر روی قطعات پلاستیکی با ضخامت های گوناگون صورت می گیرد.
· این روش جوشکاری هیچ گونه خرابی و تورفتگی در قطعات ایجاد نمی کند.
· می توانید از روش تمام اتوماتیک برای جوشکاری استفاده می شود.

جوشکاری اصطکاکی
از روش جوشکاری اصطکاکی برای اتصال لب به لب قطعات پلاستیکی استفاده می شود. اصطکاک و فشار دو عامل اصلی اتصال قطعات به یکدیگر است.فرآیند جوشکاری اصطکاکی به این صورت است که حرارت از طریق مالش سطوح پلاستیکی تولید می شود ذوب و فشار قطعات به یکدیگر موجب اتصال قطعات به یکدیگر می شوند.با خنک شدن قطعات یک جسم سخت تولید می شود. مزایای جوشکاری اصطکاکی عبارتند از:
· جوشکاری اصطکاکی در کمترین زمان ممکن انجام می گیرد.
· از نظر اقتصادی بسیار مقرون به صرفه است.لوازم و تجهیزات آن بسیار ارزان قیمت است.
· برای جوشکاری قطعات ترموپلاستیک که در دمای بالا اکسیداسیون می شود بسیار مفید است.
· به علت این که در اتصال این مواد از هیچ ماده دیگر استفاده نمی شود خواص مواد اولیه حفظ می شود.
جوشکاری القایی
این جوشکاری برای قطعاتی استفاده می شود که یک ماده عایق جریان الکتریکی مثل پلاستیک توسط یک ماده هادی جریان الکتریکی مانند فلزات جاسازی شده است. در این روش جوشکاری یک دستگاه که دارای سیم پیچ القایی است انرژی مورد نیاز خود را از فرکانس رادیویی تامین می کند و به این صورت یک میدان مغناطیسی تولید می کند. مواد مورد استفاده در جوشکاری القایی ترموپلاستیک و فیبر کربن است که بیشترین کاربرد آن در صنایع هوا و فضا می باشد.