برای جوش خوردن با کیفیت اتصالات فلزی در کنار خرید و استفاده از بهترین وسایل جوشکاری باید جوشکار با مهارت بالایی به جوشکاری بپردازد در غیر اینصورت امکان بروز انواع عیوب جوش وجود دارد. یکی از انواع عیوب جوش به نام ذوب ناقص است که عامل اصلی آن دریافت نکردن گرمای کافی در هنگام ذوب است و البته بغیر از این عوامل دیگری چون لایه اکسیدی، زاویه نامناسب دست جوشکاری و… تاثیر گذار است. یک جوشکار ماهر با داشتن اطلاعات کافی در مورد انواع عیوب جوش و دلایل بروز آن و روش های پیشگیری از آن می تواند جوشکاری با کیفیتی انجام دهد.برای کاهش بروز عیب ذوب ناقص در جوشکاری باید به تنظیم جریان جوشکاری و سرعت پیشروی مناسب و در عین حال موارد دیگر چون زاویه مناسب الکترود، حذف لایه اکسیدی و… بپردازید.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

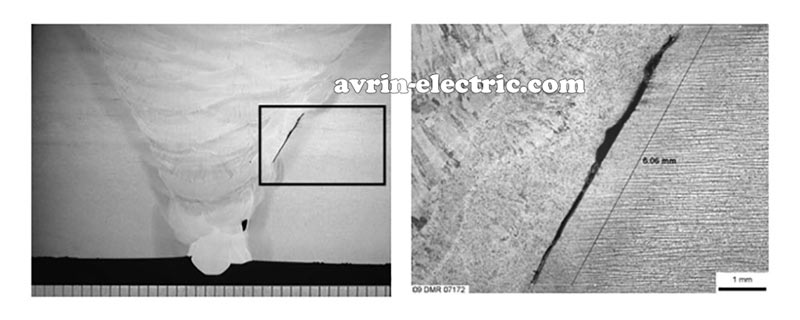
عیب ذوب ناقص جوشکاری چیست؟
به عدم امتزاج کامل بین فلز جوش و فلز پایه در زمان اتصال جوشی عیب ذوب ناقص می گویند که دلیل اصلی بروز این عیب جوش به خاطر دریافت نکردن گرمای کافی برای ذوب است. در واقع این عیب جوش در سه منطقه احتمالی زیر معمولا رخ می دهد.
- سطح شیار (دیواره اتصال)
- مابین پاسهای جوش
- لبه شیار (ریشه و یا پنجه)
عوامل موثر بر ایجاد عیب ذوب ناقص و راههای اجتناب از آن
۱-حرارت ورودی کم
یکی از مهمترین عوامل برای بروز عیب ذوب ناقص به خاطر حرارت ورودی کم است. در واقع این حرارت ورودی با ولتاژ و جریان جوشکاری رابطه مستقیم و با سرعت پیشروی جوشکاری رابطه عکس دارد. در صورتی که ولتاژ و جریان جوشکاری پایین و سرعت پیشروی جوشکاری زیاد باشد عملا حرارت ورودی کاهش پیدا می کند و باعث بروز ذوب ناقص جوش می شود بنابراین باید یک جوشکار بغیر از استفاده از حداکثر مجاز جریان جوشکاری از سرعت مناسب و مهارت کافی برای جوش زدن فلزات بهره مند باشد.
۲-حذف لایه اکسیدی
زمان جوشکاری روی قطعات فلزاتی هستند برخی اوقات سطح فلزات به انواع آلودگی ها چون زنگ یا لایه اکسیدی دارند که در صورت پاک نکردن آنها ممکن است عیب ذوب ناقص رخ دهد. بنابراین برای کاهش عیب ذوب ناقص باید قبل از شروع جوشکاری حتما لایه های روکشی و پوششی را از سطح اتصالات پاک کنید.
۳-زاویه الکترود
برای بالا بردن کیفیت جوش باید جوشکار زاویه مناسب الکترود و قطعه کار را کنترل کند چرا که زاویه ناصحیح الکترود می تواند عاملی بر بروز ذوب ناقص جوشکاری شود.
۴-موقعیت دهی پاس جوش
در صورتی که پاس جوش به درستی در سطح شیار یا دیواره اتصال قرار نگیرد امکان بروز عیب ذوب ناقص وجود دارد از این رو جوشکاران با آموزش های لازم می توانند باعث قرار دهی صحیح پاس های جوش شوند.
۵-حالت یا وضعیت جوشکاری
حالت یا وضعیت جوشکاری در افزایش یا کاهش رخ دادن عیب ذوب ناقص تاثیر گذار است. در مطالعاتی نشان داده شده است که احتمال رخ دادن عیب ذوب ناقص در هنگام جوشکاری عمودی رو به پایین نسبت به جوشکاری عمودی رو به بالا بیشتر است.
۶-آماده سازی اتصال
چنانچه سطح ریشه از مقداری معین بیشتر و فاصله ریشه از اندازه ای کمتر باشد احتمال رخ دادن ذوب ناقص جوش وجود دارد بنابراین با آماده سازی مناسب شیار یا درز اتصال باعث کاهش این رخداد خواهید شد.