
یکی از مهمترین ابزار و تجهیزات جوشکاری سیم جوش و الکترود جوشکاری می باشد که شامل مفتول فلزی با روکش است. در واقع با استفاده از دستگاه جوش و همچنین الکترود و سیم جوش بین دو فلز اتصال برقرار می شود که در این بین به خاطر گرمای ایجاد شده دو لبه فلز ذوب می شود و با استفاده از الکترود و سیم جوش اتصال رخ می دهد. سیم جوش و الکترود جوشکاری از لحاظ شکل ظاهری، جنس، ضخامت به انواع مختلف تقسیم شده اند که در این بین روی آنها علامت اختصاصی AWS و ASTM دو شرکت بین المللی جوشکاری وجود دارد که با استفاده از علامت اختصاری روی الکترود و سیم جوش قابلیت شناسایی و تفکیک آنها وجود دارد.
تنظیم دستگاه جوشکاری
یکی از مواردی که قبل از شروع فرآیند جوشکاری به روش های مختلف توسط جوشکاری باید انجام شود تنظیم دستگاه جوش است که برحسب ضخامت فلز، الکترود جوش انتخاب و سپس باید آمپر جوشکاری به درستی تنظیم شود. در صورتی که به درستی دستگاه جوش تنظیم نشود افزایش گرما علاوه بر بروز انواع عیوب جوشکاری احتمال سوختن دستگاه جوشکاری را بالا می برد.
چگونه یک الکترود جوشکاری را با توجه به علامت آن شناسایی کنیم؟
AWS و ASTM دو انجمن معتبر بین المللی جوشکاری به شمار می آیند که روی جعبه های الکترود جوشکاری درج می شوند و در ادامه کار روی هر الکترود جوشکاری یک حروف و علائم وجود دارد که قابلیت شناسایی آنها توسط این علامت ها وجود دارد.
در ادامه مقاله شما را با عبارتی که روی الکترود جوشکاری ثبت می شود و شناسایی نوع الکترود از لحاظ جنس، پوشش، ضخامت و.. آشنا می کنیم که به عنوان مثال به بررسی عبارت E6010 می پردازیم.
- علامت اول (E): به معنای این است که این الکترود جوشکاری برای جوشکاری به روش قوس الکتریکی مناسب است.
- علامت دوم (۶۰): به معنای میزان ماکزیمم یا تنش UTS فلز جوش می باشد که ۶۰، ۷۰، ۸۰، ۹۰ جزو اعدادی است که روی الکترود جوش نشان داده می شود.
- علامت سوم (۱): علامت سوم که بین ۱، ۲ و ۳ می باشد به معنای حالت های جوشکاری می باشد که اگر عدد یک باشد یعنی از الکترود برای تمام حالت ها می توان استفاده کرده اگر عدد دو باشد یعنی در حالت جوشکاری سطحی یا تخت مناسب است و اگر علامت ۳ باشد به معنای این است که الکترود جوشکاری برای حالت سطحی مناسب است.
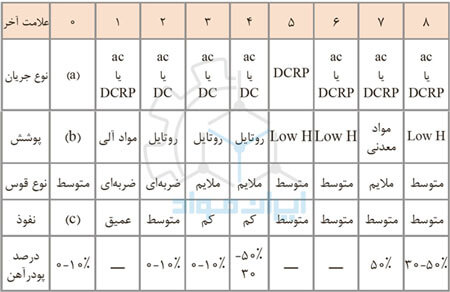
- علامت چهارم: آخرین عدد که روی الکترود جوش حک شده است به معنای نوع جریان، نوع پوشش، شرایط قوس و همچنین میزان نفوذ می باشد که بین عدد ۰ الی ۸ است و در جدول زیر نوشته شده است.
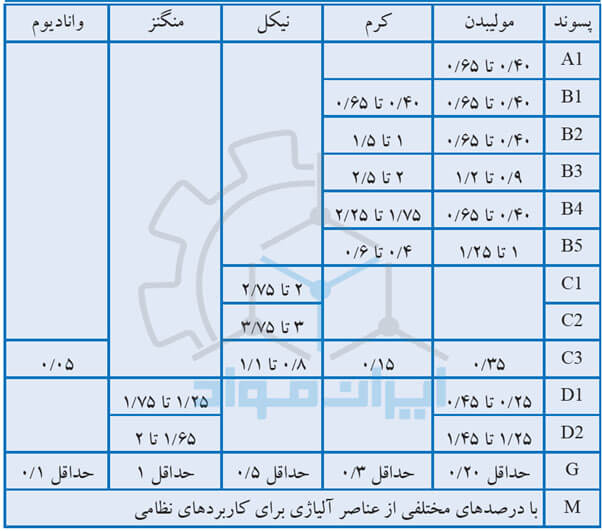
توجه: در این بین ممکن است بعد از آخرین عدد سمت چپ یا راست الکترود جوش یک حرف اندیس دار به مانند A1 ، B1، D2 و.. وجود داشته باشد که در این مواقع به این معناست که الکترود جوشکاری از نوع الکترود فولادی کم آلیاژ است که درصد و عنصر آن در جدول زیر نوشته شده است.
شناسایی الکترودهای فولادی آلیاژی کروم-نیکل دار
یکی از انواع الکترودهای جوشکاری از نوع الکترود فولادی آلیاژی است که شماره آن به اختصار عدد سه رقمی مانند E308 است که در این بین اگر E308L به معنای این است که الکترود قلیایی با درصد کم کربن وجود دارد و حرف L به معنیLow Carbon می باشد که روی الکترود جوش درج شده است.
حفاظت و نگهداری از الکترود جوشکاری
بسته به جنس، ضخامت، ظاهر و پوشش انواع الکترود و سیم جوش وجود دارد که در این بین باید دقت داشته باشید که این وسیله جوشکاری از هر گونه رطوبت، آسیب مکانیکی و آلودگی هایی از جمله روغن و چربی به دور باشد.
یکی از مواردی که باعث خرابی الکترود جوش می شود رطوبت است که برای تشخیص میزان رطوبت الکترود جوش می توانید از دو راه زیر استفاده کنید.
- قبل از خشک شدن و بعد از آن الکترود را وزن کنید.
- چند عدد الکترود جوش را بین دستان خود بذارید و مالش دهید در صورتی که صدای مالش به مانند صدای فلزات باشد به معنای الکترود خشک و اگر شبیه به صدای خفه و بم باشد یعنی الکترود مرطوب است.
توجه داشته باشید که اگر الکترود جوش به آب و روغن و چربی آلوده باشد باعث می شود در زمان جوشکاری هیدروژن تولید کند و همین باعث شکست یا مُک در جوش می شود.
نکات مهم در زمان انبار کردن الکترود و سیم جوش
دما: الکترودها باید در مکانی گرم و خشک با دمای بالای ۱۰ درجه سانتیگراد نگه داشته شوند.
رطوبت: در صورت هر گونه رطوبت روی الکترود جوش باید از دستگاه های خشک کن برای خشک کردن الکترود استفاده شود.
نحوه انبارکردن: باید تمام الکترود ها به درستی چیده شود و در این بین هر گونه الکترود زنگ زده، سفیدک زده را جدا کرد چرا که این دسته از الکترودها در زمان جوشکاری باعث کاهش کیفیت جوش و بروز عیوب جوشکاری می شود.
ویژگی های الکترود خوب
یک سیم جوش و الکترود جوشکاری خوب یک سری ویژگی ها دارد که به بررسی آنها خواهیم پرداخت.
کیفیت سیمجوش
الکترود جوش باید از هر گونه ناخالصی به دور باشد . در این بین سیم جوش ها به صورت کلاف نگهداری می شوند. سیم جوش باید بدون ناخالصی و یا عیوب مکانیکی باشد. در غیر این صورت در حین عملیات جوشکاری استحکام خود را از دست می دهد.
سرعت تغذیۀ بالا
با توجه به اینکه در روش های جوشکاری مثل GMAW و SMAW میزان نرخ رسوب جوش بالا سات از این رو باید از الکترود با سرعت تزریق بالا استفاده شود که در این بین الکترودهای E6027 و E6028 جزو دسته پرکاربردترین الکترودهای چسبان به شمار می آیند.
وجود دی اکسید کننده ها
در صورتی که داخل الکترود جوش دی اکسید کننده وجود داشته باشد عیوب جوش را کاهش می دهد.
عمق نفوذ
در زمانی که جوشکاری برای نقطه اتصال با عمق زیاد انجام شود باید از الکترود جوشکاری با عمق نفوذ زیاد به مانند الکترود سلولزی استفاده شود.
راهنمای انتخاب و خرید الکترود جوش
در زمانی که قصد خرید الکترود جوشکاری دارید باید به یک سری موارد از جمله مهارت جوشکار، ترکیب سیم جوش، روش جوشکاری، هزینه جوشکاری، قطر الکترود و عمق نفوذ الکترود و نوع سازه ای که قرار است جوشکاری روی آن صورت گیرد توجه شود.