در یکی از انواع جوشکاری بدون اینکه قطعات ذوب شوند، عمل اتصال صورت می گیرد که به آن جوشکاری حالت جامد می گویند. در این فرآیند ممکن است حرارت وجود داشته باشد یا بدون آن عمل اتصال رخ دهد. این فرآیند برعکس فرآیندهای جوشکاری ذوبی می باشد که در آن اتصال دو قطعه بر اثر ذوب شدن رخ می دهد. در این مقاله به بررسی اطلاعاتی درباره جوشکاری حالت جامد خواهیم پرداخت تا آگاهی خود را در مورد این فرآیند بیشتر کنید و به مقایسه آن با جوشکاری ذوبی بپردازید.
جوشکاری حالت جامد
نام دیگر جوشکاری حالت جامد ، جوشکاری غیر ذوبی است و در آن از ماده پر کننده برای اتصال استفاده نمی شود. از آنجا که ذوب قطعات را در این روش نداریم، خواص اولیه فلزات حفظ خواهد شد و هیچ آسیبی نخواهند دید. این فرآیند را با روش های گوناگونی انجام می دهند و مزایایی دارد که ذکر خواهیم کرد . در صورت نیاز به راهنمایی در زمینه خرید دستگاه ها و تجهیزات لازم برای جوشکاری حالت جامد با شماره تماس های موجود در سایت تماس حاصل فرمایید و اطلاعات لازم را از کارشناسان مجرب ما کسب نمایید.
روش های جوشکاری حالت جامد
با توجه به مزایایی که جوشکاری حالت جامد دارد، کاربرد آن بسیار زیاد است و انواعی دارد . جوشکاری فشاری سرد، جوشکاری آهنگری، جوشکاری نفوذی، جوشکاری اصطکاکی، جوشکاری با امواج صوتی و جوشکاری انفجاری از جمله روش هایی هستند که برای جوشکاری حالت جامد به کار می روند. هر کدام از انواع جوشکاری حالت جامد روش ها و مزایای خاص خود را دارند ولی در هیچ کدام با ذوب قطعات رو به رو نخواهیم بود که سبب تفاوت آن با جوشکاری ذوبی خواهد شد.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

جوشکاری فشاری سرد از انواع جوشکاری غیر ذوبی
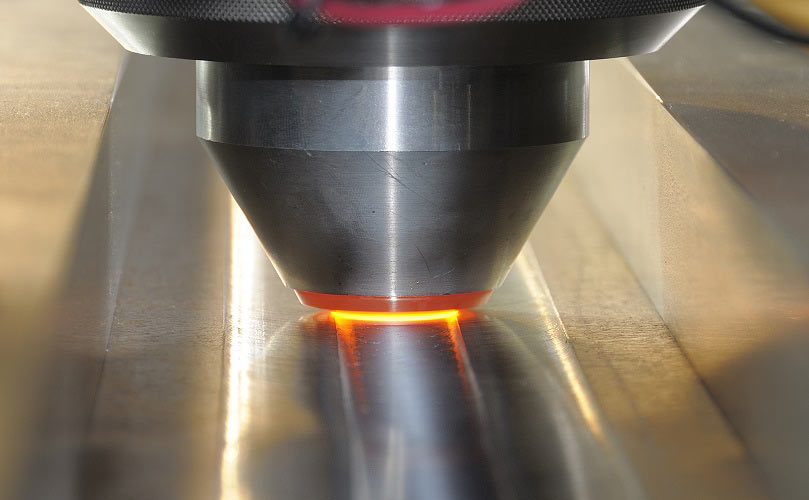
یکی از انواع جوشکاری حالت جامد ، جوشکاری فشاری است که سالهای زیادی است که از آن استفاده می شود. فرآیند این جوشکاری بدین شکل است که باند اتم به اتم را بین اجزای ماشین جوش خواهیم داشت. جوشکاری غلطکی یک نوع از این جوشکاری است که اگر بخواهیم ورق های فلزی را به شکل پیوسته جوش دهیم ، از آن استفاده می کنیم و بدین ترتیب سرعت بالایی در تولید خواهیم داشت. درصد فشار عمودی و انبساط سطحی در این جوشکاری مهم هستند و افزایش آنها موجب بالا رفتن استحکام نقطه جوش خواهد شد. از جمله دیگر عوامل تاثیرگذار در این جوشکاری حرارت دهی بعد از عملیات و نحوه آماده سازی سطح خواهد بود.

جوشکاری آهنگری
یکی از قدیمی ترین روش ها در جوشکاری حالت جامد، جوشکاری آهنگری است که آهنگران آن را مورد استفاده قرار می دهند. جوشکاری آهنگری را در گذشته برای اینکه لوله های فولادی بسازند و مخازن تحت فشار آماده کنند، استفاده می کردند اما امروزه تغییراتی در فشار، حرارت و روش های این مدل ایجاد شده و سبب شده است که نقطه مورد نظر راحت تر جوش داده شود.
جوشکاری نفوذی از انواع جوشکاری غیر ذوبی
جوشکاری نفوذی را برای اتصال دادن تیتانیوم و دیگر آلیاژها به کار می برند . از آنجا که در روش ذوبی این امکان وجود ندارد که در مجاورت فلز پایه مقاومت اتصالی را برای متصل کردن آلیاژ ها استفاده کرد ، جوشکاری نفوذی را به کار می برند تا استحکام لازم ایجاد شود. در صنعت هوا و فضا ما ساختارهای تیتانیوم را خواهیم داشت و با به کارگیری روش نفوذی گام موثری در کاهش هزینه ها بر می داریم. از جمله دلایلی که از تیتانیوم و آلیاژهای آن در این روش استفاده می شود، این است که مقادیر بالایی اکسیژن را می توانند حل کنند که این کار در دمای بالا سبب می شود اکسیدهای سطحی دچار انحلال شوند. استحکام حاصل از اتصال تیتانیوم و آلیاژهای آن از طریق جوشکاری ذوبی به فلز پایه نزدیک نخواهد بود اما با جوشکاری نفوذی اتصال نزدیک به فلز پایه ممکن می شود.

جوشکاری اصطکاکی
با تبدیل انرژی مکانیکی به الکتریکی ، جوشکاری اصطکاکی را خواهیم داشت. برای انجام آن ابتدا به نزدیک کردن دو قطعه می پردازند و به واسطه حرکت دورانی گرمای زیادی ایجاد می شود و در نقطه اتصال حالت پلاستیسیته ایجاد می گردد. در مرحله آخر اتصال لبه های دو قطعه را از طریق اعمال فشار خواهیم داشت. این جوشکاری خود به دو نوع لحظه ای و مداوم تقسیم می شود. در تولید سوپاپ موتور ، میل کمک فنر، محور فرمان و شافت های متحرک از این نوع جوشکاری استفاده می شود. وقتی می گوییم این جوشکاری مواد ما هم جنس را متصل می کند یعنی می توان با مواد متفاوتی بدنه و سر سوپاپ را تولید نمود.
جوشکاری انفجاری
اگر مواد غیر هم جنس را بخواهید به هم جوش دهید، بهترین روش جوشکاری از نوع انفجاری خواهد بود . به طور مثال تیتانیوم را به مواد غیر هم جنس می توان متصل نمود. برای اینکه بتوان اتصال موفقی داشت، باید انعطاف پذیری مناسبی وجود داشته باشد تا در حین جوشکاری قطعات شکسته نشوند و شکلشان تغییر نکند. حداقل انعطاف پذیری که لازم است ده درصد خواهد بود و حداقل انرژی سی ژول می باشد. از آنجا که در صنایع هوا فضا استفاده زیادی از تیتانیوم و آلیاژهای آن می شود، جوشکاری انفجاری این آلیاژها کاربرد زیادی دارد.
جوشکاری با امواج صوتی
در این روش برای اینکه دو قطعه را به هم متصل کرد باید از امواج فراصوت استفاده نمود و انرژی مکانیکی نیز انرژی لازم برای جوشکاری را فراهم می کند. پیوند فلزی به وسیله ارتعاشات نوک های جوشکاری حاصل از انرژی مکانیکی و امواج صوتی که در سطح جوش تولید می شوند ، تشکیل خواهد شد. جوشکاری با امواج صوتی برای جوشکاری سیم های مسی و آلومینیومی کاربرد دارد و همچنین برای اتصال فویل نیز به کار می رود. لازم نیست که در این روش سطح را آماده سازی کنید و انواع فلزات با نقطه ذوب متفاوت را می توانید به هم متصل کنید.
در این روش با شکستن پیوند اتم های فلز رو به رو هستیم و برای رسیدن به پیوند مکانیکی بین اتم ها اتصال برقرار می شود، در این روش گرمای زیادی وجود نخواهد داشت و بیشترین درجه حرارت سی تا پنجاه درصد نقطه ذوب واقعی فلز خواهد بود. محدودیت های این روش شامل خستگی می باشد که طول عمر وسایل را کم خواهد کرد. انرژی اعمالی آن با محدودیت همراه است و به دلیل اینکه عرض شیپوره کوچک می باشد، طول جوش به وجود آمده کوچک خواهد بود. راندمان و سرعت جوش بالا، سهولت در اتوماسیون ، قیمت پایین و تولید بالا از جمله مزایای این روش می باشند.
مزایای جوشکاری حالت جامد
قابلیت اتصال فلزات غیر مشابه از جمله مزیت های جوشکاری حالت جامد می باشد. نیازی نیست که جوشکار برای این فرآیند مهارت بالایی داشته باشد و از آنجا که ذوب فلز را نداریم ، عیوبی که جوشکاری ذوبی داشت، در این فرآیند نخواهیم داشت. در جوشکاری غیر ذوبی بر اثر رخ دادن انقباض و انبساط، ساختار غیر تعادلی ایجاد نمی شود و عمده کار آن توسط دستگاه های اتوماتیک قابل انجام است طوری که به نیروی انسانی نیاز نباشد. با جوشکاری حالت جامد فلزاتی که سبک هستند و پلیمرها را می توان جوش داد. از آنجا که قطعات با تعداد بالا را با این روش می توان متصل نمود، از نظر اقتصادی نیز روش مقرون به صرفه ای خواهد بود.
نیازی به فلز پر کننده لحیمی در جوشکاری حالت جامد نیست . در این روش گسترش ترک را نخواهیم داشت زیرا تنش های ایجاد شده توسط این جوشکاری در فصل مشترک باقی می مانند. در تولید نانوکامپوزیت های سطحی از جوشکاری غیر ذوبی می توان استفاده نمود و در نقطه اتصال فلز، تغییر فیزیکی بسیار کم خواهد شد. ترک خوردگی کم در این روش ناشی از این است که فشار، عامل اتصال دو قطعه خواهد بود. عنصر هیدروژن را در نقطه اتصال نخواهیم داشت و بدین ترتیب احتمال شکستگی ناشی از وجود هیدروژن کم خواهد شد.
مقایسه جوشکاری ذوبی و غیر ذوبی
مهمترین تفاوت جوشکاری حالت جامد و ذوبی ، در ذوب شدن قطعه خواهد بود که این اتفاق در حالت جامد رخ نمی دهد. وقتی جوشکاری ذوبی رخ می دهد و فلز ذوب می شود، بعد از اتصال شاهد ساختارهای غیر تعادلی هستیم که ناشی از انجماد سریع خواهد بود و ساختار به دلیل تنش هایی که باقی مانده است، نسبت به ترک خوردن حساس خواهد شد. در این هنگام برای اینکه ساختار را اصلاح کنیم روی قطعه نیاز به عملیات حرارتی خواهد بود اما در جوشکاری حالت جامد ساختار غیر تعادلی نخواهیم داشت و این اتفاقات رخ نخواهد داد.
هم چنین انحلال گاز در فلزی که ذوب می شود بالا خواهد بود و در سطح مذاب در مواجهه با محیط اطراف ممکن است جذب گاز رخ دهد. میزان حلالیت در جامد با جذب این گازها پایین می آید و حالت فوق اشباعی در مذاب رخ می دهد . اینکه این گازها از قطعه خارج شوند بسیار سخت و غیر ممکن می باشد. بدترین حالت را با گاز هیدروژن خواهیم داشت، زیرا زمانی که در مذاب به صورت ذره پروتون ها جذب می شود ترک سرد ایجاد می کند . این حالت ها را در جوشکاری حالت جامد نخواهیم داشت چون ماده مذاب در این جوشکاری وجود نخواهد داشت. در جوشکاری ذوبی انبساط ها و انقباض ها یکنواخت هستند و موجب ایجاد ترک می شوند.
