جوشکاری غیر ذوبی مجموعه ای از روش های جوشکاری است و زمانی اتصال قطعات به هم صورت می گیرد که دمای ذوب قطعات پایین تر از نقطه ذوب آنها باشد. در واقع اتصال قطعات به یکدیگر بدون نیاز به ذوب قطعات صورت می گیرد. علاوه بر این نیازی به لحیم کاری نیست. فرآیند اتصال قطعات یا بر اثر فشار یا با روش های دیگر جوشکاری انجام می گیرد. بعد از اتصال قطعات به یکدیگر فلزات خواص خود را به طور کامل حفظ خواهند کرد. به هنگام جوشکاری غیر ذوبی ایرادات ناشی از حرارت در محل اتصال قطعات به وجود نمی آید.
جوشکاری غیر ذوبی
همانطور که می دانید صنعت جوشکاری یکی از پرکاربردترین صنایع برای اتصال قطعات به یکدیگر می باشد. در واقع جوشکاری صنعتی است که موجود اتصال مولکولی قطعات به یکدیگر می شود. گاهی اوقات برای برخی از انواع روش های جوشکاری به دستگاه های جوشکاری نیاز داریم اما در برخی از مواقع جوشکاری صرفا با یک فرد متخصص و ماهر صورت می گیرد. همانطور که از نام جوشکاری غیر ذوبی مشخص است، اتصال قطعات به یکدیگر بدون ذوب مواد صورت می گیرد.
فرآیند جوشکاری ذوبی به این صورت است که اتصال لبه های قطعات به یکدیگر تحت فشار بدون حرارت یا با حرارت به یکدیگر انجام می گیرد. در جوشکاری ذوبی اتصال مواد از طریق ذوب قطعات و انجماد آنها صورت می گیرد اما در جوشکاری غیر ذوبی قطعات فلزی ذوب نخواهند شد. اما ممکن است در قسمتی از عملیات اتصال قطعات فیلمی از ذوب در بین سطوح اتصال قطعات فلزی ایجاد شود هر چند فلز جوش بلافاصله از ناحیه ی اتصال قطعات جدا می شود اما همان اندک زمانی که بر روی فلز قرار دارد سبب اتصال بهتر قطعات به یکدیگر می شود.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

روش های جوشکاری غیر ذوبی
جوشکاری غیر ذوبی دارای انواع مختلفی است که عبارتند از: جوشکاری ارتعاشی، جوشکاری مقاومتی، جوشکاری مقاومتی نقطه ای، جوشکاری جرقه ای و…
جوشکاری غیر ذوبی ارتعاشی: این نوع از جوشکاری با اصطکاکی که بین دو قطعه ایجاد می کند سبب تولید گرما و ذوب مواد در ناحیه ی جوشکاری و در نهایت موجب اتصال قطعات به یکدیگر می شود. این نوع از جوشکاری ارتعاشی بسیار سریع اتفاق می افتد. از این جوشکاری برای قطعات پلاستیکی نیز می توان استفاده کرد. جوشکاری ارتعاشی به دو صورت انجام می گیرد.
جوشکاری ارتعاشی خطی که اصطکاک بین مواد از طریق حرکت رفت و برگشت قطعات صورت می گیرد و جوشکاری ارتعاشی محوری که قطعات در جهات مختلف حرکات دورانی دارد. جوشکاری ارتعاشی خطی کاربرد بسیاری دارد اما یکی از مزایای جوشکاری محوری امکان جوشکاری قطعات با انواع هندسه ی نامنظم می باشد. میزان فشار و زمان مورد نیاز برای جوشکاری مطابق با جنس مواد می باشد. هر چقدر که فشار وارد شده به مواد بیشتر باشد مدت زمان جوشکاری کاهش پیدا می کند البته در صورت فشار بیشتر استحکام قطعات متصل شده به یکدیگر کاهش پیدا می کند. برای این که استحکام قطعات افزایش پیدا کند لازم است که فشار وارد شده به قطعات کاهش یابد.
جوشکاری غیر ذوبی مقاومتی
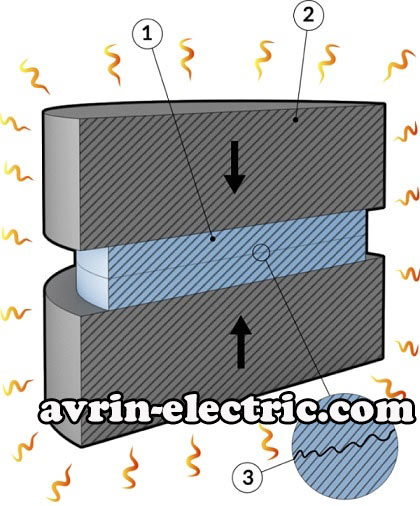
جوشکاری مقاومتی: فرآیند جوشکاری غیر ذوبی مقاومتی بر اثر دو فاکتور اصلی فشار و حرارت صورت می گیرد. پس از گرم شدن فلزات در اثر مقاومت حرارتی فلزات ذوب می شوند. زمانی که جریان الکتریکی به سطوح فلزی برخورد می کند فلزات یک حالت خمیری پیدا می کنند. اعمال فشار به قطعات در زمان انتقال جریان الکتریکی سبب فورج شدن محل اتصال جوشکاری می شود.
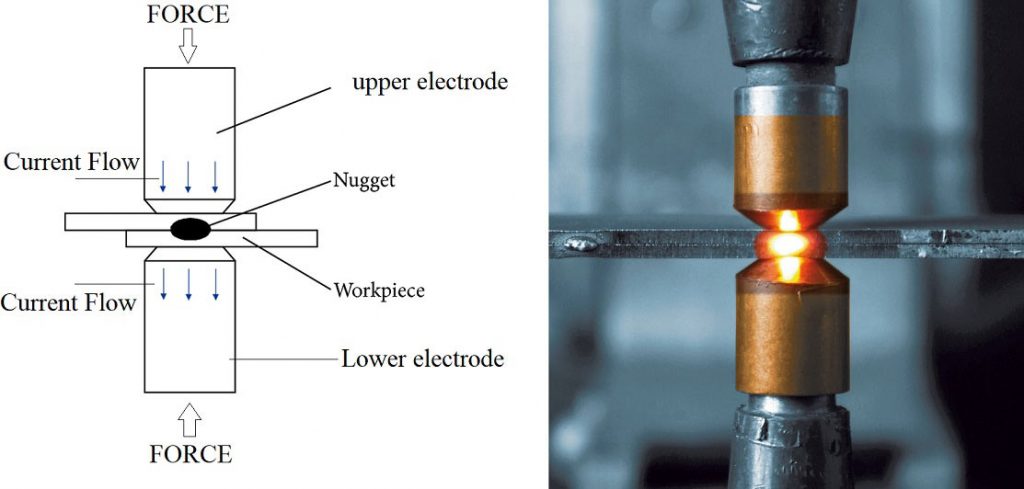
جوشکاری مقاومتی نقطه ای: یکی از روش های پرطرفدار جوشکاری غیر ذوبی استفاده از فرآیند جوشکاری نقطه ای می باشد. از این روش جوشکاری برای اتصال لبه های ورق به یکدیگر یا اتصال سیم فلزی به سیم فلزی یا سیم فلزی به لبه ی ورق فولادی به کار برده می شود. فرآیند جوشکاری نقطه ای به این صورت است که ورق فولادی بین الکترودهای تحت فشار قرار می گیرد تا به یکدیگر متصل شوند. زمانی که جریان الکتریکی از ورق فولادی عبور می کند مقاومت فولاد موجب تولید گرما می شود. در زمانی که گرمای مورد نیاز تولید می شود دو قطعه قبل از ذوب مواد به حالت خمیری در می آیند در این هنگام با فشار قطعات به یکدیگر مواد به هم متصل می شوند و با توجه به سرعت بالای زمان اتصال تمام خواص مواد حفظ می شود.
جوشکاری جرقه ای
جوشکاری غیر ذوبی جرقه ای: نوعی از جوشکاری غیر ذوبی می باشد. در این روش جوشکاری گرمای مورد نیاز برای اتصال قطعات از طریق جرقه زدن تولید می شود و اتصال بین قطعات با فشاری که به قطعات وارد می شود صورت می گیرد. جرقه ی سطوح در اثر یک تماس ناچیز با جریان الکتریکی بالا صورت می گیرد مواد خمیری و ذوب شده برای اتصال با یکدیگر به سمت هم حرکت می کنند. زمانی که تماس بین جریان بالا و سطوح ناهموار صورت گیرد حرارت مقاومتی تولید می شود. آمپر بالا سبب ذوب قطعات می شود و سپس انواع قوس های کوچکی تشکیل می شود که در واقع همان جرقه می باشند. فلزی که منجمد می شود و به بیرون رانده می شود پلیسه نامیده می شود.
جوشکاری غیر ذوبی انفجاری: در این روش جوشکاری اتصال قطعات به یکدیگر با استفاده از انفجار کنترل شده صورت می گیرد. در جوشکاری انفجاری یک ضربه با سرعت بالا به صورت مایل به محل اتصال دو قطعه برخورد می کند ضربه وارد شده به قطعه فلزی سبب می شود که فلز جامد مانند یک ماده ی سیال عمل کند. بر اثر انفجار ورقه ی بالایی به سمت ورقه پایینی حرکت می کند و یک اتصال متالوژیکی به وجود می آید.
جوشکاری آهنگری
جوشکاری غیر ذوبی آهنگری یکی از قدیمی ترین جوشکاری ها می باشد. در فرآیند این نوع از جوشکاری قطعات فلزی را به حدی گرم می کنند که تغییر رنگ می دهند و قرمز می شوند. سپس این قطعات فلزی را روی هم قرار می دهند و با پتک به قدری روی آنها را می کوبند که در نهایت به یکدیگر متصل می شوند. حرارتی که برای گرم کردن قطعات مورد نیاز است از طریق دمش بر روی قطعات زغال فراهم می شود و سپس آهنگر با استفاده از تجربه ای که دارد دمای مورد نیاز را تشخیص می دهد و لبه های قطعات را به نحوی روی هم قرار می دهد تا قطعات به راحتی به یکدیگر متصل شوند.
پس از عملیات چکش زنی دو قطعه را با هم مجدد وارد کوره می کنند و برای گدازه ریزی داخل براکس می کنند. حرارت دهی به قطعه تا زمانی که آهنگر تشخیص بدهد ادامه خواهد یافت در انتها به وسیله ی سندان یا چکش پوسته های روی قطعه برداشته می شود. در نتیجه آهنگر با استفاده از حرارت و چکش زنی به قطعه فولادی به نحوی شکل می دهد که قطعه ی مزبور استحکام و مقاومتی مانند فولاد اصلی داشته باشد.

جوشکاری با امواج مافوق صوت
جوشکاری غیر ذوبی مافوق صوت با استفاده از امواج صوتی شرایطی را فراهم می کند تا قطعات ذوب شوند روش کار به این صورت است که قطعاتی که قرار است به یکدیگر متصل شوند تحت فشار بر روی یکدیگر قرار می گیرند بعد از آن تحت امواج مافوق صوت قرار می گیرند کیفیت جوشکاری وابسته به قرارگیری درست قطعات بر روی یکدیگر و مناسب بودن مواد وابسته می باشد. جوشکاری با این روش دارای سرعت بالایی می باشد. جوشکاری با امواج مافوق صوت در اکثر کشورهای بزرگ صنعتی برای اتصال قطعات پلاستیکی مورد استفاده قرار می گیرد. برای جوشکاری با امواج مافوق صوت از گرم کردن مکانیکی استفاده می شود. از جوش التراسونیک برای ترموپلاستیک ها، جوش نقطه ای و ورقه ای صفحات پلاستیکی، دوخت پارچه ها با پایه ی پلاستیکی و… استفاده می شود.
جوشکاری اصطکاکی و نفوذی
جوشکاری اصطکاکی: جوشکاری غیر ذوبی اصطکاکی نوعی از جوشکاری است که با دوران دادن قطعات بر روی هم و تحت فشار قرار گرفتن قطعات بین قطعات اصطکاک تولید می شود در واقع انرژی مکانیکی موجود بین قطعات به حرارت تبدیل می شود و زمانی که قطعات به یکدیگر فشار داده می شوند بهم متصل می شوند.
جوشکاری نفوذی: جوشکاری نفوذی نوعی از جوشکاری غیر ذوبی است که قطعات تحت فشار کمتری از فشار جریان مومسان و دمای کمتر از دمای نقطه ذوب قطعات قرار می گیرند و به این صورت به یکدیگر متصل می شوند. عامل اصلی اتصال در این روش جوشکاری به علت نفوذ در فاز جامد می باشد.
مزایای جوشکاری جامد
· نیازی به جوشکار متخصص وجود ندارد
· با استفاده از جوشکاری جامد می توان فلزات نامشابه را نیز به یکدیگر جوش زد
· برای جوشکاری نیازی به فلز پرکننده نیست
· اعوجاج در حین جوشکاری قطعات ایجاد نمی شود
· تنش های که امکان دارد در جوشکاری جامد ایجاد شود از نوع تنش های فشاری در محل اتصال قطعات است و احتمال گستردگی آن وجود ندارد.
مزیت جوشکاری جامد به جوشکاری ذوبی
· در جوشکاری به علت ذوب قطعات و انجماد سریع آنها یک ساختار مولکولی نامتعادل ایجاد می شود و قطعه جوشکاری شده تحت تنش قرار می گیرد و قسمت های مختلف فلز دچار ترک خوردگی می شود.اما در جوشکاری جامد ساختار قطعه ی جوشکاری شده کاملا متعادل است
· زمانی که ورق های فلزی ذوب می شوند مواد مذاب تحت نفوذ گازهای موجود در هوا قرار می گیرند و احتمال حل شدن مواد مذاب در گازها بسیار زیاد است. به ویژه زمانی که با گاز هیدروژن موجود در هوا ترکیب می شوند موجب ترک خوردگی در قسمت های مختلف قطعات فلزی می شوند اما از آن جایی که در جوشکاری جامد ماده ی مذابی وجود ندارد این مشکل نیز به وجود نمی آید.