
یکی از روش های جوشکاری از نوع جرقه ای می باشد که در آن به وسیله جرقه زدن و وارد کردن فشار، اتصال سر به سر را ایجاد می کنند. از جمله عوامل مهم در جوشکاری جرقه ای، ذوب شدن و فورج خواهد بود. در این جوشکاری استحکام اتصال بسیار بالاست و با استحکام فلزات پایه برابری می کند. در این مقاله نیز به بررسی اطلاعاتی درباره جوشکاری جرقه ای و کاربردهای آن خواهیم پرداخت تا آگاهی خود را در این زمینه افزایش دهید.
جوشکاری جرقه ای
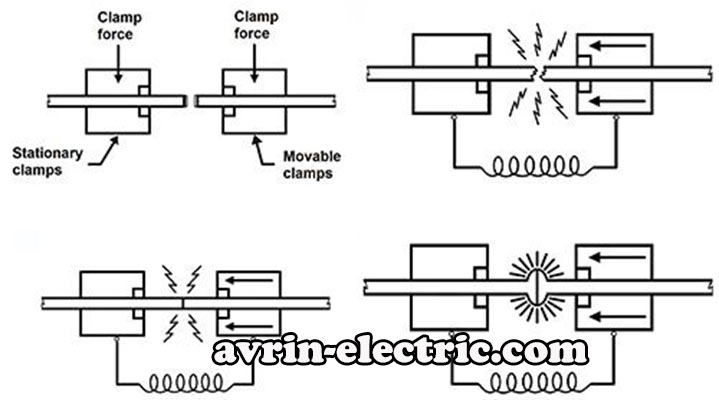
در جوشکاری جرقه ای از گیره ای هادی استفاده می کنیم که قطعات مورد نظر برای اتصال را در مقابل هم قرار دهیم. به این گیره ها که می توانند مسی باشند، الکترود گفته می شود. با نزدیک شدن دو قطعه بین آنها جرقه ای به وجود می آید و بعد از اینکه روی قطعات مذاب تشکیل شد، فشرده شدن گیره ها را با فشار معینی خواهیم داشت تا در نهایت قطعات در هم فرو روند. با قطع جریان الکتریکی اتصال صورت می گیرد. اگر سطح مقطع قطعات مشابه باشد یعنی شکل و اندازه یکسانی داشته باشند، این جوشکاری بسیار موثر خواهد بود. مواد هم جنس برنجی، فولادی، مسی و آلومینیومی با جوشکاری جرقه ای به راحتی متصل می شوند. البته اتصال موارد غیر مشابه نیز با این جوشکاری امکان پذیر می باشد. موادی که سطح مقطع آنها تا بیست اینچ باشد را نیز می توان با جوشکاری جرقه ای متصل نمود.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

عوامل تاثیرگذار بر کیفیت جوشکاری جرقه ای
برخی عوامل کیفیت جوشکاری جرقه ای را افزایش می دهند که شامل تلرانس قطعات قبل از جوشکاری، دقت در انتخاب نیروهای مناسب، دقت ماشین آلات و فیکسچرهای جوشکاری، تراشکاری و انتخاب ابعاد مناسب برای الکترودها خواهد بود. هم چنین تعادل حرارتی باید مناسب باشد یعنی در مواردی که سطح مقطع دو قطعه ای که قرار است جوش بخورند، متفاوت باشد یا دمای ذوب آنها و هدایت حرارتی شان فرق بکند باید تعادل حرارتی برقرار باشد. برای این منظور باید مواردی را انجام داد مثلا در قطعات پخ های نامطلوب ایجاد کرد، از پل های مسی استفاده نمود و زمانی که آنها را روی دستگاه جوش می خواهید قرار دهید از فواصل مناسب قطعات استفاده کنید. هدف از این تعادل حرارتی این است که ذوب شدن نوک قطعات به طور مساوی باشد و اتصال به صورت کامل انجام شود. مقدار فشار نیز در این فرآیند از اهمیت زیادی خوردار است و باید به دقت کنترل شود.
مزایای جوشکاری جرقه ای
جوشکاری جرقه ای این امکان را ایجاد می کند که جوش خوردن انتها به انتهای ورق ها و هم چنین دیگر ورق های کشیده شده رخ دهد. از جمله مزایای این روش استحکام جوش بالا، تمرکز حرارتی بالا، نرخ تولید بالا، عدم نیاز به آماده سازی سطوح، امکان اتصال فلزات غیر هم جنس و کم بودن مواد زائد محل اتصال خواهد بود. در این جوشکاری تا زمانی که مواد به دمای لازم برای ذوب برسند، امکان جرقه زدن وجود خواهد داشت. به دلیل اتصال جامد کیفیت این جوشکاری زیاد است و از آنجا که حوضچه جوش ندارد، تاثیرات منفی جوشکاری را نخواهد داشت. نیازی به آموزش مهارت دستی نخواهید داشت چون سیستم هایی دارد که کنترل آنها به شکل اتوماتیک خواهد بود.
این جوشکاری مصرف گاز محافظ ندارد و در نتیجه آلودگی کمتری ایجاد می کند. نیازی نیست که قبل و بعد از کار گرمادهی شود و عواملی مثل دما، شرایط آب و هوایی بر آن تاثیر نمی گذارند. کنترل آن با جریان، زمان و نیرو ممکن خواهد بود. پاشش و ترک خوردگی که جز عیوب جوش هستند در این روش مشاهده نمی شوند. هزینه نگهداری از تجهیزات آن بالا نیست و حالت پیچیده ای ندارد. جوش هایی هموار و متقارن در آن ایجاد می شود و شرایط عمومی محدودی دارد. هم چنین احتیاجی به پیش نیاز ندارد. در صورت نیاز به راهنمایی در زمینه جوشکاری جرقه ای و تجهیزات آن با شماره تماس های موجود در سایت تماس برقرار کنید و مشاوره های لازم را دریافت کنید.
نحوه انجام جوشکاری از نوع جرقه ای
جوشکاری جرقه ای را می توان به روش دستی انجام داد و یا اینکه از ماشین های جوشکاری استفاده نمود که از این حالت به صورت اتوماتیک یا نیمه اتوماتیک قابل انجام است. برای اینکه ذوب شدن رخ دهد، قطعات تماس کوچکی با هم خواهند داشت که بالا بودن چگالی جریان و گرمایی که از مقاومت حاصل می شود، سبب ذوب شدن قطعه می گردد. همه این موارد در کنار هم سبب جرقه می شوند که رشد کرده و با جذب گرما ناحیه ای نرم را در انتهای دو لبه ایجاد می کند. قطعاتی که قرار است جوش بخورند علاوه بر گرما متحمل فشار نیز می شوند که در نهایت در هم فرو می روند و جریان الکتریکی قطع می شود و در نهایت جوش لب به لب را ایجاد می کنند. در ناحیه اتصال فلز ذوب شده باقی نخواهد ماند. هم چنین از مواد فیلر برای جوشکاری جرقه ای استفاده نخواهد شد.

کاربردهای جوشکاری FBW
برای اینکه بتوانیم لوله ها، تیوب ها، قطعات رولی و ریل را به هم متصل کنیم از جوشکاری جرقه ای می توانیم استفاده کنیم. برای اتصال لوله ها به این روش به سمت هم کشیده شده و نزدیک هم قرار می گیرند. در این مرحله تماس الکتریکی را در انتهای لبه ها خواهیم داشت که داغ شده و گرمای بالایی خواهد داشت. این گرما به حدی می رسد که فلز قادر به تحمل نباشد و ذوب شود. جوشکاری در قطعات ریل آهن، ساخت و ساز، دیگ های بخار و خطوط لوله از نوع جرقه ای خواهد بود. تجهیزات این جوشکاری را می توان حمل نمود تا در طول ریل ها و خطوط لوله که قرار است جوش بخورند، حمل شوند.
تکنولوژی جوشکاری FBW
نقشی که جرقه در این جوشکاری دارد تولید گرما برای نرم کردن لوله ها می باشد. این جرقه بر اثر فشار الکتریکی ایجاد می شود و بعد از گرم شدن انتهای لوله ها فشاری بر آنها وارد می شود. از کامپیوتر برای کنترل این مراحل استفاده می شود تا جوش شکل بگیرد. اگر بخواهیم در طول ناحیه جوش گرما شکل یکنواختی داشته باشد باید اعمال جرقه به شکل مداوم و و بدون هیچ وقفه ای باشد. در لوله هایی که قطر بزرگی دارند جرقه هایی که پی در پی باشند کیفیت را تحت تاثیر قرار می دهند. در صورتی که این جرقه ها از آغاز فرآیند ادامه داشته باشند در ناحیه مورد نظر گرمای یکنواختی ایجاد می کنند.
مواد قابل جوش با جوشکاری FBW
موادی که می توان با این روش جوش داد شامل فولادهایی تجاری با کربن و آلیاژ پایین خواهد بود. هم چنین فولادهایی که در برابر خوردگی مقاوم هستند نیز با جوشکاری جرقه ای متصل می شوند. با توجه به اینکه لوله چه قطر داخلی دارد و چه فرمولی در آن به کار رفته است، تنظیمات آن فرق خواهد کرد. آن دسته از فولادهایی که آلیاژ کمی دارند نسبت به فولادهایی با کربن پایین، جرقه الکتریکی با سرعت بالاتری می خواهند. در صنایع شیمیایی و قدرت نیز از فولادهایی استفاده می شود که در برابر خوردگی مقاوم باشند. هم چنین در لوله هایی که مواد خورنده حمل می کنند، سیستم هایی که روغن و گاز حمل می کنند به خصوص وقتی سولفید بالایی از هیدروژن و دی اکسید کربن دارند، این فولاد کاربرد دارد. در تولید برق و هم چنین نیروگاه های شیمیایی فولاد آستنیتی کاربرد دارد. در خطوط لوله نفت و گاز نیز فولادهای فریتیک-آستنیتی کاربرد دارند.
تجهیزات جوشکاری FBW
برای اینکه بتوان جوشکاری جرقه ای انجام داد از دو ماشین استفاده می شود که به صورت داخلی یا خارجی خواهد بود. برای جوشکاری از داخل، از ماشین داخلی استفاده می شود و برای جوشکاری قسمت بیرونی لوله قطر آنها باید بین ۲ تا بیست اینج باشد. اگرقطر لوله ها بزرگ تر باشد، جوشکاری از داخل به راحتی برای آنها صورت می گیرد. در نوع داخلی حرکت ماشین جوشکاری را در طول لوله خواهیم داشت تا مناطق مورد نیاز برای جوش متصل شوند. برای اینکه بتوان این ماشین ها را حرکت داد از حمل کننده هایی استفاده می شود که حرکت آنها به شکل اتوماتیک یک و نیم پا در ثانیه خواهد بود. کنترل کننده های الکتریکی و هیدرولیکی نیز جز این تجهیزات می باشد.
پارامترهای مهم در جوشکاری
زمان جرقه و زمان شکست در فرآیند جوشکاری جرقه ای از اهمیت برخوردار هستند. زمان جرقه که در آن قوس موجود خواهد بود، باید زیاد باشد تا فلز قبل از اینکه فشرده شود گرمای لازم را داشته باشد، اما اگر این زمان بیش از اندازه زیاد باشد ذوب شدن فلز به مقدار بیشتری رخ می دهد. زمان شکست نیز شرایط مطلوبی برای جوش ایجاد می کند. خارج شدن ناخالصی از فلز پایه در این زمان خواهد بود تا بهترین کیفیت ارائه شود. کوتاه بودن این زمان سبب می شود خارج شدن ناخالصی به صورت کامل صورت نگیرد و نتیجه کار کیفیت لازم را نداشته باشد. این که جوش نهایی چه مقدار استحکام داشته باشد تحت تاثیر این زمان خواهد بود. برای اینکه دو فلز به خوبی به هم متصل شوند، باید مقدار این زمان کوتاه نباشد. محدودیتی که جوشکاری جرقه ای دارد این است که برای بررسی کردن کیفیت اتصال جوش، آزمایش غیر مخرب ندارد.