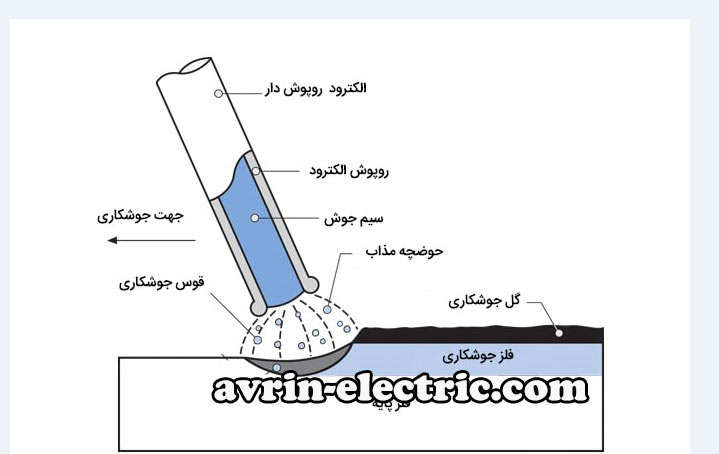
جوشکاری قوسی فلز پوشش دار به نوعی از جوشکاری اطلاق می شود که در آن الکترود فلزی که به وسیله ی یک روکش پوشش داده شده است حرارت مابین الکترود و فلز پایه را ایجاد می کند و سبب ذوب فلز پایه می شود و بدون هیچگونه فشاری دو قطعه به یکدیگر جوش می خورند. به جوشکاری قوسی فلز پوشش دار جوشکاری با الکترود دستی یا روکش دار نیز گفته می شود. این نوع از جوشکاری به علت این که نیاز به تجهیزات ویژه و خاصی ندارد از جمله جوشکاری های بسیار پرطرفدار می باشد.
جوشکاری قوسی فلز پوشش دار
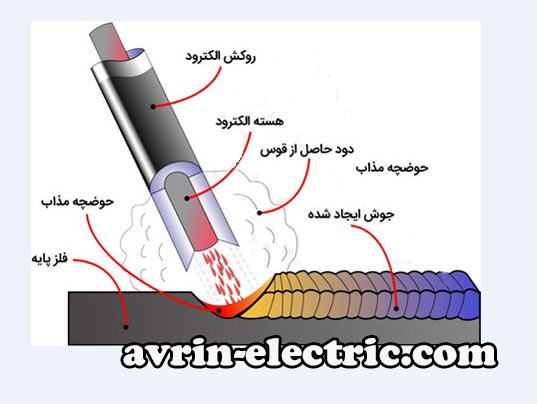
اتفاقی که در زمان جوشکاری قوسی با فلز پوشش دار رخ می دهد به این صورت است که بار الکتریکی موجود در دو الکترود برای تولید حرارت تخلیه می شود در این میان گاز موجود در الکترود و حرارت تولید شده قوس الکتریکی را تشکیل می دهد.گاز موجود در الکترود برای جوشکاری قوسی را پلاسما نیز می گویند. با توجه به عملکرد الکترود در هنگام جوشکاری که در برخی از مواقع به ذوب الکترود و گاهی عدم ذوب الکترود منتهی می شود جوشکاری قوسی فلز پوشش دار به دو گروه تقسیم می شود. چنانچه الکترود مورد استفاده برای جوشکاری قوسی فلز پوشش دار از جنس کربن باشد به دلیل ویژگی های کربن الکترود بر اثر حرارت ذوب نخواهد شد در نتیجه به این نوع جوشکاری قوسی فلز پوشش دار الکترود غیر مصرفی می گویند.اما در صورتی که الکترود مصرفی از نوع فلزی با نقطه ذوب پایین تر نسبت به کربن باشد الکترود ذوب می شود و فلز مذاب به سمت حوضچه مذاب می رود و به این صورت قوس الکتریکی ایجاد می شود به این نوع از الکترود، الکترود مصرفی می گویند. به هنگام عبور جریان الکتریکی از الکترود مصرفی گرما و حرارت تولید می شود که این گرما سبب بالا رفتن ذوب الکترود می شود.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

نحوه آغاز فرآیند جوشکاری قوسی فلز پوشش دار
برای شروع فرآیند جوشکاری قوس فلزی پوشش دار نیاز به یک کانال برای برقراری جریان الکتریکی و تولید حرارت می باشد .فراهم کردن کانال جوشکاری قوسی فلز پوشش دار به دو صورت امکان پذیر است.
- تخلیه بار الکتریکی از طریق انتقال ولتاژ بسیار بالا در بین الکترود ها
- از طریق قرار دادن الکترود در قسمت پایین تر کار و حرکت دادن الکترود
انرژی و ولتاژ زیاد بین الکترودها باید در حدود ۱۰۴ ولت باشد زمانی که در جوشکاری قوسی فلز پوشش دار قوس مد نظر ایجاد شد ولتاژ به میزان زیادی کاهش پیدا می کند. برای اینکه قوس مورد نظر ایجاد شود نیاز به ولتاژ است.برای ایجاد تعادل نیاز به گرم شدن الکترود و تشکیل حوضچه مذاب است. به طور کلی در زمان جوشکاری قوسی فلز پوشش دار استفاده از جریان الکتریکی با ولتاژ بالا خطرناک است. در روش دوم برای ایجاد کانال صرفا با قرار دادن الکترود روی قطعه و حرکت دادن آن بر روی قطعه فلز مورد نظر ذوب می شود و از طریق ذوب فلز کانال مربوطه برای ایجاد قوس الکتریکی به وجود می آید.در صورتی که نیروی ساطع شده مستمر باشد کانال قوس نیز پایدار خواهد بود.
نگهداشتن قوس در فرآیند جوشکاری قوسی فلز پوشش دار
زمانی که قوس حرارتی به هنگام جوشکاری قوسی فلز پوشش دار ایجاد شده به هر دلیلی خاموش شود روشن کردن مجدد قوس الکتریکی به مراتب راحت تر از زمانی است که در ابتدای جوشکاری قصد روشن کردن قوس الکتریکی را دارید.نکته مهمی که در هنگام ایجاد قوس الکتریکی وجود دارد این است که انرژی لازم برای قوس الکتریکی در مرتبه ی اول ۱۰۰۰ ولت است اما برای بار دوم ۱۰۰ یا ۱۰ ولت کافی می باشد. برخی از الکترود های مصرفی از موادی پوشانده شده اند که می تواند به تشکیل قوس الکتریکی کمک کند. در جریان الکتریکی لازم برای ایجاد جوشکاری قوسی فلز پوشش دار اگر جریان الکتریکی به صفر برسد قوس الکتریکی هم خاموش می شود. هنگام برقراری جوشکاری قوسی الکتریکی پوشش الکترود وظایفی دارد که عبارتند از:
- از تماس حوضچه مذاب با گاز تولید شده جلوگیری می کند.
- سبب استحکام و پایداری قوس الکتریکی می شود.
- سبب می شود جوش منظم و قوی ایجاد شود.
- پوشش الکترود مانع سرد شدن جوشکاری می شود و با کند شدن روند سرد شدن جوش به افزایش مقاومت مکانیکی جوش کمک می کند
- تاثیر زیادی بر میزان نفوذ قوس الکتریکی دارد
ویژگی های الکترود با پوشش فلز
همان طور که می دانید هر نوع الکترود پاسخگو بخشی از نیازهای قوس الکتریکی می باشد به همین علت در موقعیتهای مختلف از الکترود با خواص مختلف استفاده می شود.برای اضافه کردن مواد گوناگون به پوشش الکترود این مواد را با مواد چسبنده ترکیب می کنند و به صورت خمیری در می آورند و رویه الکترود را توسط آن پوشش می دهند و در داخل کوره این الکترود پخته می شود.
حفاظت فلز مذاب توسط فلاکس مذاب صورت می گیرد. گاز یونیزه شده ی حاصل از الکترود سبب حفاظت بیشتر مواد مذاب در حال انتقال می شود در صورتی که پوشش سلولزی گرم می شود و حرارت می بیند تجزیه می شود و مخلوط گازهای CO2، H2 و برخی دیگر از گازهای موجود در پوشش الکترود به وجود می آید. با وجود این که حجم گازهای تولید شده بسیار کم می باشد ولی این گازها هیدروژنی دارند از این رو آلیاژهای به کار رفته برای از بین بردن ترک هیدروژنی مناسب هستند.یکی دیگر از خواص مواد موجود در الکترود این است که سبب خروج اکسیژن داخل مواد مذاب می شود .همچنین از موادی مانند سرباره ی مذاب، فلز مذاب و منجمد شده در برابر جذب اکسیژن حفاظت می کند.

وظایف پوشش فلزی الکترود
یکی از وظایف مهم پوشش فلزی الکترود پایداری و استحکام پوشش فلز در زمان برقراری جریان DC می باشد. ترکیبات شیمیایی اضافه شده به پوشش فلزی نقش مهمی در پایداری و استحکام فلز دارند. پتاسیم و لیتیوم نقش موثری در پایداری پوشش فلزی دارد. برای این که سرعت رسوب گذاری افزایش پیدا کند می توان به پوشش فلزی پودر آهن اضافه کرد و برای اینکه سرعت سرد شدن پوشش فلزی کاهش پیدا کند از سرباره ی مذاب به عنوان یک لایه ی کاهنده استفاده می شود. زمانی که سرعت سرد شدن کاهش پیدا می کند احتمال ترک های انجمادی فلز نیز کاهش پیدا می کند از طرف دیگر اجزای تشکیل دهنده فلز جوش بیشتر به حال تعادل در می آیند.
- مواد اولیه ای که سبب تشکیل پوشش الکترود می شود شامل موارد زیر می باشد:
- سلولز از مواد اصلی تشکیل دهنده پوشش الکترود می باشد.
- اکسید تیتانیم، اکسید آهن و برخی از کربنات های پایه
- از برخی آلیاژ ها که به منظور اکسیژن زدایی استفاده می شود
- استفاده از سیلیکات سدیم و پتاسیم
- استفاده از پودر آهن
زمانی که برخی از آلیاژهای آهنی به پوشش الکترود اضافه می شود سبب خاصیت اکسیژن زدایی در پوشش الکترود می شود.
پوشش سلولزی الکترود
همان طور که گفته شد الکترود به منظور استفاده در شرایط مختلف از موادی با خواص گوناگون تشکیل شده است. یکی از این مواد پوشش سلولزی می باشد.
پوشش سلولزی: این نوع از الکترودها دارای مقدار زیادی سلولز هستند .زمانی که الکترود تحت حرارت قرار می گیرد از سوختن سلولز هیدروژن و اکسید کربن تولید می شود که از قوس و حوضچه جوش محافظت می کند . از آن جایی که در ترکیبات تشکیل دهنده پوشش الکترود مواد سوختنی و کربنی کمی وجود دارد در پایان میزان سرباره بسیار کمی در محل جوش باقی می ماند. به دلیل این که در این نوع از الکترود عناصری برای پایدار کردن قوس وجود ندارد این الکترود با جریان یکنواخت و مثبت کار می کند.
پوشش رتیلی الکترود
پوشش اصلی الکترود کلاس دوم و سوم اکسید تیتانیوم می باشد. در نوع دوم الکترودها سرباره به صورت عمودی و افقی قرار دارد اما در نوع سوم سرباره کمی روان تر می باشد و در وضعیت های مختلف قرار می گیرد. بر اثر نفوذ مذاب یک قوس ملایم و آرام در الکترود ایجاد می شود. نوع چهارم از انواع الکترودها از نوع اسیدی می باشد و پوشش آن از انواع اکسیدها و کربنات ها تشکیل شده است این نوع الکترودها یک پوشش حجیم ایجاد می کنند و سبب ایجاد یک جوش صاف می شود؛ جریان مورد استفاده برای این الکترود متناوب می باشد.
مزایای جوشکاری قوسی
بیشترین کاربرد این جوشکاری مربوط به جوشکاری در پروژه های کوچک و در مورد کارهای تعمیراتی و نگهداری می باشد.
- تمام وسایل مورد نیاز در جوشکاری قوسی فلز پوشش دار بسیار ارزان و قابل حمل می باشند
- پوشش های الکترود وظیفه حفاظت از فلز جوش در برابر اکسایش را دارند.
- از حفاظت گازی در این نوع پوشش های الکترود استفاده نمی شود
- از این روش در فضاهایی با دسترسی کم استفاده می شود
- این جوشکاری را برای اتصال اکثر فلزات و آلیاژها استفاده می کنند
معایب جوشکاری قوسی
- یکی از ویژگی های این جوشکاری حرارت شدید قوس می باشد از این رو برای جوشکاری برخی فلزات و آلیاژ های زود گذار نمی توان از این روش جوشکاری استفاده کرد.
- برخی از فلزات واکنش دار نظیر تیتانیوم، زیرکونیم و… به علت این که در برابر اکسایش مقاومت کافی ندارند نمی توان از آن برای جوشکاری قوسی استفاده کرد.
- طول الکترود های پوشش دار در حدود ۲۳۰ الی ۴۶۰ میلیمتر می باشد و مقاومت الکترودهای سیم جوش به علت طول الکترود محدود می باشد.
- محل تعویض الکترود ایراداتی دارد
- ویژگی های جوشکاری قوسی فلز پوشش دار زمانی که بر اثر حرارت بسیار گرم می شود تغییر می کند.