داشتن بهترین وسایل جوشکاری تنها کار لازم برای ایجاد جوش با کیفیت نیست بلکه شما باید بتوانید با مهارت و تجربه کافی و همچنین نحوه صحیح حرکت الکترود باعث جوش عالی فلزات شوید. در این بین خیلی مهم است که یک جوشکار علاوه بر خرید بهترین دستگاه جوش و خرید بهترین کابل انبر جوش و انبر اتصال به درستی آنها را به دستگاه جوش متصل کند در غیر اینصورت باعث پاشش زیاد جوش و کیفیت بد جوش خواهد شد. البته جای نگرانی نیست چرا که جابجا بودن کابل مثبت و منفی دستگاه جوش باعث خرابی آن و سوختن دستگاه نمی شود و تنها روی کیفیت جوش تاثیر خواهد گذاشت از این رو اگر به دنبال یک جوش نرم تر، پاشش کم جوشکاری هستید حتما کابل انبر جوش را به قطب مثبت و انبر اتصال را به قطب منفی متصل کنید.
کابل مثبت و منفی دستگاه جوش
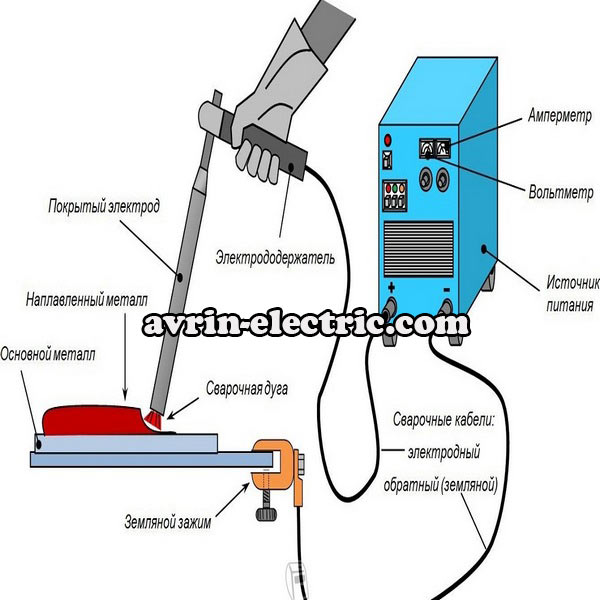
در فرآیند جوشکاری برای جوش دادن دو فلز باید به اندازه لازم به فلزات گرما و حرارت داده شود تا باعث ذوب محل درز اتصال شود و با مواد پر کننده چون الکترود سیم محل درز اتصال پر شود. برای مصرف الکترود جوش باید کابل انبر جوش به قطب مثبت و کابل انبر اتصال به قطب منفی دستگاه جوش متصل شود. در واقع یک سر کابل انبر جوش را فیش نرگی دارد که به فیش مادگی دستگاه جوش متصل می شود از این رو شما در صورت اشتباه وصل کردن کابل مثبت و منفی به دستگاه جوش به راحتی می توانید آنرا جابجا کنید و جای نگرانی وجود ندارد چون این دلیلی برای خرابی دستگاه جوش ندارد.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

اتصالات خروجی دستگاه های جوش به صورت پولاریته مثبت یا DCRP
یکی از سوالات مهم مردم در خرید دستگاه جوش اینورتر این است که انبر اتصال و انبر جوش باید به کدام فیش مادگی دستگاه جوش متصل شود. برخی اوقات هم حتی ممکن است که روی دستگاه جوش حتی علامت مثبت و منفی وجود نداشته باشد از این رو باید با تجربه کافی و با توجه به کیفیت جوش به این نکته پی ببرید. اما به طور کلی خروجی دستگاه جوش و قطب مثبت به کابل انبر جوش و قطب منفی به کابل انبر اتصال وصل می شود. با این حالت عملا شما یک جوش نرم تر، پاشش کمتر و کیفیت بالاتر خواهید داشت.
- برخی اوقات ممکن است روی خروجی دستگاه جوش هیچ گونه علامتی وجود نداشته باشد و حتی به اشتباه علامت گذاری شده باشد.
- در صورتی که جوش بی کیفیت و پاشش زیاد و.. مشاهده کردید باید جای انبر جوش و انبر اتصال را عوض کنید و دوباره به جوشکاری مشغول شوید.
تشخیص قطب مثبت منفی خروجی دستگاه جوش اینورتر
۱- روش تست با جا به جایی انبر جوش و اتصال
۲- روش برد خوانی
در این روش در صورتی که اتصال خروجی دستگاه جوش به پایه دیود خروجی وصل شده باشد به این معناست که قطب مثبت است چرا که این دیودهای فست دارای سیستم pnp هستند و فقط نیم موج مثبت را از خود عبور میدهند.
اتصال خروجی دستگاه جوش به صورت پولاریته منفی یه DCRN
برخی اوقات ممکن است در جوشکاری عمودی سر بالا از الکترودهای تخصصی ۶۰۱۰ یا ۷۰۱۸ استفاده شود که در این زمان باید پلاریته عوض شود یعنی انبر جوش به جای وصل شدن به قطب مثبت به قطب منفی عوض شود. به صورت دقیق باید جای انبر اتصال و انبر جوش جابجا شود. نگران نباشید چرا که جابجایی کابل اتصال و انبر جوش باعث آسیب به دستگاه جوش و خرابی آن نخواهد شد و تنها مشکل کار همان پایین آمدن کیفیت جوش است.
ابعاد کابل های مثبت و منفی دستگاه جوش
برخی اوقات به خاطر پروژه کاری ممکن است نیاز به کابل با طول و سایز بلند باشد از این رو اگر کابل جوشکاری بلند باشد باید حتما قطورتر نیز باشد تا از تولید حرارت زیاد در کابل جوش خودداری کنید.
دقت داشته باشید که جنس مس داخل کابل جوشکاری خوب باشد در غیر اینصورت ممکن است به دستگاه جوش و کابل آسیب جدی بزند.