
جوشکاری به فرآیندی برای اتصال فلزات گفته می شود که بر خلاف اتصال پیچ و مهره باز نمی شود و برای ساخت و ساز و اسکلت فلزی ساختمان، تعمیر کشتی، خودرو سازی و حتی لوله کشی گاز، لوله کشی انتقال نفت و گاز و … از آن استفاده می شود. همانطور که می دانید انواع روش های جوشکاری وجود دارد که شامل جوشکاری قوس الکتریکی، آرگون، تیگ، زیر پودری است. در جوشکاری قوس الکتریکی به دلیل اینکه علاوه بر ذوب فلز باید فضای خالی با مواد پر کننده به نام الکترود پر شود از این جهت به آن جوشکاری الکترود دستی می گویند که در صورت رعایت نکردن یک سری نکات در این جوشکاری امکان بروز انواع ترک، تخلخل جوش وجود دارد. بالا و پایین بودن جریان جوشکاری، ولتاژ و همچنین طول قوس یک سری از اشتباهات رایج در جوشکاری الکترود دستی است که منجر به بروز انواع عیوب جوش می شود.
جوشکاری قوس الکتریکی
این فرآیند جوشکاری بیشتر برای جوشکاری فلزات و اسکلت فلزی ساختمان، لوله کشی گاز و… استفاده می شود. در جوشکاری الکترود به محل اتصال دو فلز که الکترود در آن قرار دارد پاس جوش می گویند و یک جوشکار ماهر باید با مشاهده پاس جوش بتواند تغییرات لازم اعم از طول قوس، زاویه دست و همچنین میزان ولتاژ و آمپر دستگاه جوش را بفهمد. در واقع شکل پاس جوش به شما می گوید که چه کاری انجام دهید و میزان سرعت و جریان جوشکاری چقدر باشد.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

انواع پاس جوش
به منظور اتصال دو فلز به صورت لب به لب باید با گرمای دستگاه جوش آنرا ذوب کرد و با مواد پر کننده به نام الکترود پر کرد. در واقع پاس جوش باید طوری باشد که کمترین هزینه جوشکاری به همراه داشته باشد و مقاومت و کیفیت جوش بالا رود. حتی برخی اوقات نیاز به پخ سازی برای اتصال دو فلز است که به صورت پشت بند باید استفاده شود در صورت پیشروی در سرعت و جریان جوشکاری امکان بروز انواع عیب جوش چون ترک، تخلخل و پاشش در حین جوشکاری وجود دارد.
بررسی انواع اشتباهات رایج در جوشکاری الکترود دستی
در جوشکاری قوس الکتریکی باید علاوه بر تنظیم دستگاه جوش حتما زاویه دست و طول قوس به درستی انجام شود در غیر این صورت کیفیت جوش خوب در نمی آید و باعث بروز انواع عیب جوش می شود. دقت داشته باشید که برای افزایش کیفیت جوش در اسکلت فلزی ساختمان باید به صورت همزمان بازرسی جوش انجام شود چرا که سهل انگاری در جوشکاری و بروز انواع ترک جوش می تواند منجر کاهش استقامت محل اتصال فلزات در برابر زلزله و فشار وارد شده بر آن شود.
یک جوشکار علاوه بر خرید بهترین دستگاه جوش باید به درستی جریان جوشکاری را تنظیم کند و زاویه مناسب دست جوشکاری را انجام دهد.
۱-جریان جوشکاری
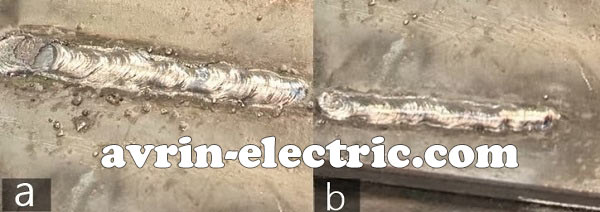
در صورت تنظیم نبود جریان جوشکاری امکان بروز ترک جوش یا افزایش پاشش در حین جوشکاری وجود دارد. همانطور که می بینید اگر میزان جریان پایین تر از حد استاندارد باشد باعث ایجاد جوش باریک،محدب و البته کم نفوذ می شود و چنانچه جریان بیشتر باشد با افزایش عرض جوش و پاشش جوش مواجه خواهید شد.
۲-ولتاژ جوشکاری
هر چقدر که طول قوس الکتریکی بیشتر باشد ولتاژ بیشتر و اگر طول قوس کمتر باشد ولتاژ کمتر می شود از این رو ولتاژ جوشکاری با طول قوس رابطه مستقیم دارد که اگر طول قوس مناسب توسط جوشکار انجام شود در واقع حرارت ورودی به درستی تنظیم می شود و باعث کاهش بروز پاشش جوش می شود.
۳-سرعت پیشروی
مورد سوم درباره اشتباه جوشکار در قوس الکتریکی مربوط به سرعت پیشروی آن است که اگر با سرعت کم انجام شود یک پاس جوش عریض با تحدب زیاد ایجاد می شود اگر سرعت جوشکاری بالا باشد عرض و ارتفاع جوش یکنواخت نخواهد بود.

۴-حذف سرباره جوش
کاهش و حذف سرباره جوش توسط جوشکار به معنای افزایش کیفیت جوش و تنظیم بودن ولتاژ، جریان، آمپر، طول قوس و زاویه دست جوشکار است.
۵-طول قوس الکتریکی
همانطور که گفتیم ولتاژ با طول قوس رابطه مستقیم دارد. در واقع طول قوس به فاصله بین نوک الکترود با قطعه کار گفته می شود که اگر فاصله آنها خیلی کم باشد باعث کاهش طول قوس و جوشی با ظاهر محدب می شود و اگر طول قوس زیاد باشد باعث بروز جوش با طول و عرض غیر یکنواخت و افزایش پاشش جوش همراه است.
