با وجود افزایش دستمزد و حقوق جوشکار نسبت به سایر مشاغل فنی اما در این شغل و حرفه در صورتی که جوشکار مهارت کافی در زمینه جوشکاری نداشته باشد امکان بروز انواع عیوب جوش وجود دارد. در واقع عیوب جوش بیشتر به خاطر نداشتن مهارت کافی جوشکار، بکار گیری الکترود و یا گاز محافظ نامناسب ایجاد می شود که یکی از خطرناک ترین و جدی ترین عیوب جوشکاری فلزات به خصوص در مورد فلز فولاد بروز بریدگی کناره جوش است. به شیاری که در لبه های فلز پایه یا فلز جوش رخ می دهد بریدگی کناره جوش می گویند که بخاطر سرعت بالای جوشکاری، استفاده از الکترود و یا گاز محافظ نامناسب این اتفاق رخ می دهد که در این مقاله یک سری نکات مهم را ذکر می کنیم که با انجام آنها مانع از رخداد این نوع عیب جوش خواهید شد.
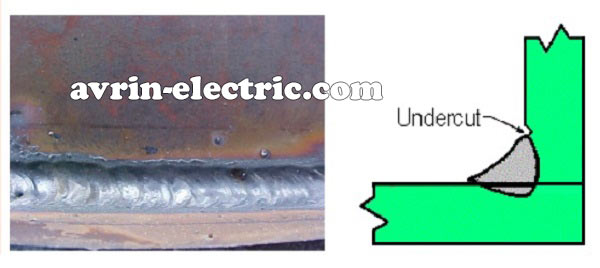
بریدگی کناره جوش چیست؟
به شیار یا بریدگی که در لبه های فلز پایه یا فلز جوش به وجود می آید بریدگی کناره جوش Undercut می گویند که بالا بودن جریان جوشکاری، انتخاب الکترود و گاز نامناسب و حتی درست نبودن موقعیت جوشکاری باعث بروز این عیب جوش می شود.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

انواع عیب جوش
به منظور جوش دادن فلزات و غیر فلزات باید از یک سری دستورالعمل جوشکاری استفاده کنید و حتما یک سری نکات مهم در نوع و فرآیند جوشکاری استفاده کنید به خصوص اینکه تنظیم دستگاه جوش خیلی مهم است چرا که افزایش جریان جوشکاری باعث بروز انواع عیب جوش می شود.
- سوراخ شدن فلز در حین جوشکاری
- ترک گرم جوشکاری
- ترک سرد جوشکاری
- بریدگی کناره جوش
- تخلخل جوشکاری
- ترک جوش
کاهش بریدگی کناره جوش
۱-حرارت ورودی مناسب
تنظیم دستگاه جوشکاری می تواند باعث افزایش کیفت جوش و کاهش انواع عیب جوش شود. در واقع اگر به خوبی دستگاه جوش تنظیم نشود و درجه و آمپر جوشکاری تنظیم نشود امکان افزایش حرارت ورودی و ذوب شدن لبه های فلز پایه و فلز جوش وجود دارد. با ذوب شدن بیش از حد لبه های جوش عملا با دیدن بریدگی کناره جوش مواجه خواهید شد. به منظور جلوگیری از رخ دادن این عیب جوش کافیست به هنگام نزدیک شدن به موضع نازک تر و لبه های فلز پایه جریان جوشکاری کاهش دهید.
۲-زاویه الکترود مناسب
یک جوشکار علاوه بر رعایت حد فاصل بین نوک الکترود با سطح فلز باید بتواند با زاویه مناسب الکترود را روی سطح بزند در غیر اینصورت باعث می شود که حرارت بیشتری به لبه های قطعه کار ایجاد شود و باعث ایجاد بریدگی کناره جوش شود. بنابراین خیلی مهم است که یک جوشکار حرفه ای بتواند با استفاده از زاویه مناسب الکترود به سطح قطعه حرارت بدهد تا جوش زدن اعمال شود.
۳-سرعت پیشروی ملایم
سرعت بالای جوشکاری یکی دیگر از دلایل بروز این عیب جوش است چرا که با افزایش سرعت و حرکت الکترود عملا باعث می شود که برخی از قسمت های فلز پایه در قسمت فلز جوش فرو رفته و به دلیل سرعت انجماد عملا فرصتی بابت بیرون آمدن ندهد و همین منجر به فرورفتگی در طول لبه های جوش شود. با این اوصاف خیلی مهم است که در حین جوشکاری سرعت ملایم استفاده شود تا این مشکل رخ ندهد.
۴-انتخاب گاز صحیح مناسب
در انواع روش های جوشکاری GMAW و MAGباید از گاز محافظ برای جوشکاری استفاده شود که انتخاب نادرست گاز محافظ می تواند باعث بریدگی کناره جوش شود از این رو خیلی مهم است که جوشکار با توجه به جنس و ضخامت فلز پایه از ترکیب و خلوص مناسب گاز محافظ برای جوشکاری استفاد کند. به عنوان مثال می توان گفت که برای جوشکاری استفاده از گاز دی اکسید کربن به همراه گازهای خنثی (مانند آرگون) بهترین ترکیب گاز محافظ است که باعث افزایش کیفیت جوش می شود.
۵-روش جوشکاری صحیح
یک جوشکار علاوه بر داشتن تجهیزات و وسایل جوشکاری عالی باید به درستی بتواند الکترود را روی سطح فلز حرکت دهد که البته روش های مختلفی از آن وجود دارد که به خاطر افزایش حرکت زیگزاگی دست جوشکار امکان وقوع بریدگی کناره جوش وجوددارند بنابراین شما باید از انجام این حرکت خودداری کنید.
۶-موقعیت جوشکاری صحیح
یکی دیگر از دلایل بروز بریدگی کناره جوش به خاطر موقعیت جوشکاری است که بعنوان مثال در زمان ایجاد جوش گوشه ممکن است این عیب جوش رخ دهد چرا که در موقعیت های افقی و عمودی به صورت کامل ماده پرکننده در لبه های اتصال قرار نمی گیرد و همین کیفت کار را پایین می آورد.
۷-استفاده از روش چند پاس
آخرین مورد که می تواند به شما کمک کند که در جوشکاری با کاهش بریدگی کناره جوش مواجه شوید استفاده از روش چند پاس جوش است.