
یکی از انواع جوشکاری که از دو سطح متفاوت استفاده می کند، جوشکاری دبل پالسی با میگ خواهد بود که جز جوشکاری های پالسی می باشد. در این جوشکاری دغدغه ای که وجود دارد این است که ضمن کیفیت بالا، هزینه های پایینی در رابطه با آن داشته باشید. کیفیت عامل بسیار مهمی است، از این رو برای دست یافتن به آن باید استانداردهای لازم را رعایت کرد. در این مقاله نیز به بررسی اطلاعاتی در رابطه با جوشکاری دبل پالسی با میگ خواهیم پرداخت تا آگاهی خود را در رابطه با آن افزایش دهید.
جوشکاری دبل پالسی با میگ
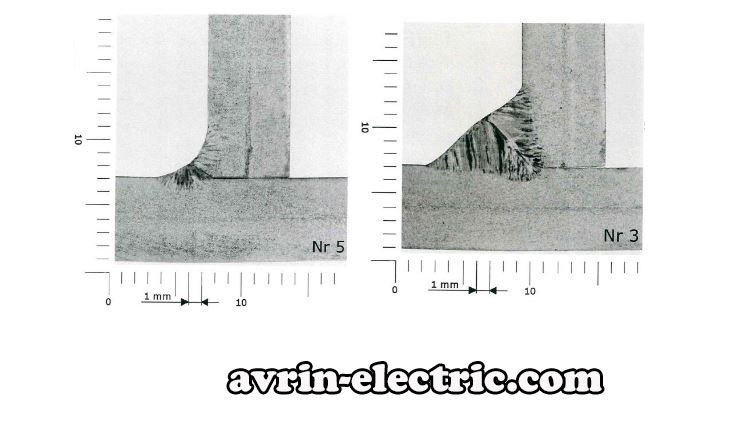
با جوشکاری دبل پالسی با میگ سطح بالایی از مهره جوش را خواهید داشت و باید بدانید که کارایی جوشکاری تحت تاثیر تغذیه اتوماتیک سیم نیز خواهد بود. سازه هایی که با جوشکاری دبل پالسی با میگ ساخته می شوند، ساخت سریعی دارند که در نتیجه سبب می شود هزینه های تولید کم شود. با جوشکاری دبل پالسی با میگ خواهیم توانست پالس جریان را تنظیم کنیم و سرعتی که تغذیه سیم دارد، کنترل نماییم در نتیجه بهبود در ظاهر جوش را خواهیم داشت. سازه هایی که با جوشکاری دبل پالسی با میگ ساخته می شوند، در دو محدوده رخ می دهند و پیوستن مدار متوالی جوشکاری به دو سطح پالس به حالت خودکار خواهد بود که نام بخش گرم I1 و نام بخش سرد I2 می باشد.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

فرآیند جوشکاری دبل پالسی با میگ
جوشکاری توسط گاز بی اثر فلز که MIG نامیده می شود و جوشکاری با گاز فعال فلز که MAG نامیده می شود، در دسته جوشکاری های قوسی هستند که برای جوش دادن فلز و ایجاد ناحیه اتصال از گرمایی استفاده می کنند که قوس الکتریکی DC تولید کرده است. در این روش تغذیه الکترودها با کمک رول های تغذیه خواهد بود و سپس در حوضچه جوش داده می شوند. قوس الکتریکی در جوشکاری میگ بین قطعه کار و الکترود سیم مصرفی ایجاد می شود و گاز محافظ در آنها همان ترکیب گازها یا گازهای بی اثر خواهد بود. جوشکاری MIG / MAG تکنیکی است که با استفاده از آن فلزات ضخیم و ورق های نازک را جوش می دهند. تشکیل قوس بین قطعه کار و انتهای الکترود سیم خواهد بود که ذوب شدن هر دو رخ می دهد و تشکیل حوضچه جوش را خواهیم داشت. در این اتصال سیم هم از طریق ایجاد قوس در نوک، منبعی از گرما خواهد بود و هم فلز پر کننده محسوب می شود.
مقایسه جوشکاری دبل پالسی با میگ با جوشکاری تیگ
جوشکاری دبل پالسی با میگ نسبت به جوشکاری تیگ سرعت بالاتری دارد و تغییر شکل هایی که ایجاد می کند، کوچکتر می باشد. در جوشکاری دبل پالسی با میگ، استانداردهای مربوط به ظاهر جوش نیز همانند روش تیگ می باشد. در صورت نیاز به راهنمایی در زمینه جوشکاری از نوع دبل پالسی با میگ و خرید دستگاه ها و تجهیزات آن با شماره تماس های موجود در سایت تماس حاصل فرمایید تا کارشناسان ما راهنمایی های لازم را انجام دهند.
مقایسه دبل پالسی با میگ با روش سنتی
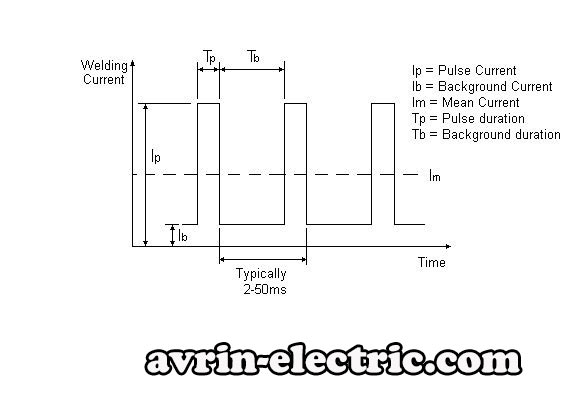
گونهای از جوشکاری سنتی MIG/MAG ، جوشکاری دبل پالسی با میگ خواهد بود که در آن پالس شدن جریان رخ می دهد. پالس در ابتدا بدین منظور بود که انتقال فلز در سطح متوسط پایین جریان را کنترل کند و پالس های جریان بالا را برای مدت زمان کوتاهی اعمال کند. در این چرخه جریان پالس تکرار شده بر جریان ثابت پس زمینه اعمال خواهد شد. در جوشکاری مدرن، دامنه های پالس در دامنه وسیعی از چند هرتز تا چند صد هرتز قابل استفاده هستند. اینکه پارامترهای پالس را به جهت سرعت تغذیه سیم تعیین کنیم، فرآیندی پیچیده خواهد بود. اینکه پالس در جوشکاری دبل پالسی با میگ چه ارتفاع و مدت زمانی داشته باشد به قطر، سیم و گاز محافظ بستگی خواهد داشت.
مزایای جوش دادن دبل پالسی با میگ
از مزایای جوشکاری دبل پالسی با میگ این است که عملیات اسپری کردن ارتقا پیدا می کند و آن را به بخشی که در آن انتقال کروی به شکل طبیعی رخ می دهد، وسعت می بخشد. این روش به ما این امکان را می دهد در زمان هایی که اسپری کردن یا غوطه وری ممکن نیست، جوشکاری با سرعت رسوب بالا را داشته باشیم. اگر بخواهیم مقاطع ضخیم را جوش دهیم جایی که نیاز به گرمای زیادی داریم و انتقال دادن اسپری برای آنها داغ باشد، جوشکاری دبل پالسی میگ بهترین روش خواهد بود.
کاربرد جوشکاری از نوع دبل پالسی با میگ
جوشکاری آلومینیوم ضخیم و نازک بیشترین کاربرد جوشکاری دبل پالسی با میگ می باشد. در رابطه با بخش های ضخیم، کمترین خرابی را در جابه جایی مجدد قطعات خواهید داشت. گودال جوش ایجاد شده در این فرآیند خنک تر از انتقال اسپری سنتی می باشد و باعث می شود در موقعیت های زیادی قابل استفاده باشند. جوشکاری دبل پالسی با مزایایی که دارد موجب شده است استفاده گسترده ای از آن شود.
جوشکاری پالسی میگ روی آلومینیوم
فرآیند جوشکاری پالسی میگ روی آلومینیوم انتقال اسپری اصلاح شده می باشد و تغییرات منبع تغذیه آن به این صورت است که بین یک جریان با پیک بالا و یک جریان پس زمینه کم بین سی تا چهارصد بار در ثانیه خواهد بود. در این بازه زمانی که تغییرات رخ می دهد، پیک قطره ای از سیم توسط جریان جدا شده و به سمت اتصال جوش حرکت داده می شود. در همین بازه قوس توسط جریان پس زمینه حفظ خواهد شد اما به این دلیل اینکه گرمای ورودی کم است، امکان انتقال فلز وجود نخواهد داشت. فرآیند انتقال اسپری استاندارد با این روش فرق می کند. در نوع استاندارد انتقال قطرات ریز مذاب را به داخل اتصال جوش به شکلی مداوم خواهیم داشت، همچنین برای اینکه فلز دچار سوختگی نشود، خنک شدن حوضچه جوش به صورت آرام آرام خواهد بود.
مزایای جوشکاری پالسی میگ روی آلومینیوم
این جوشکاری را برای آلومینیوم ضخیم و نازک می توان به کار برد و نسبت به انتقال اسپری سنتی، حوضچه جوشی تولید می کند که خنک تر است، طوری که در تمام موقعیت ها در جوشکاری بتوان از آن استفاده نمود. با این روش سوختن فلز در بخش های نازک به حداقل می رسد و گرمای ورودی را راحت تر می توان کنترل نمود. سرعت تغذیه سیم و سرعت حرکت با این روش سریع خواهد شد. این امکان وجود دارد که با جوشکاری پالسی میگ مشخصات خالجوش را کنترل کرد و قوس را بهبود داد و شروع و توقف آن را بهتر کنترل کرد. احتمال تاب خوردگی فلز در این روش کم خواهد بود که سبب می شود بتوانیم سیم با قطر بزرگتری استفاده کنیم که این کار خود موجب افزایش بهره وری و سرعت رسوب خواهد شد. اپراتور این شرایط را خواهد داشت که در زمان کم، مقادیر بیشتری فلز را جوش دهد. جوشکاری پالسی میگ با کاهش حرارت ورودی موجب کاهش تنش پسماند می شود و از ایجاد اعوجاج جلوگیری می کند.
بااین روش کنترل خوبی روی حوضچه جوش خواهیم داشت و کمک می کند که لایه اکسید آلومینیوم روی سطح از بین برود و سطح تمیز شود. در زمانی که جوشکاری خارج از موقعیت انجام می شود، جوشکاری پالسی میگ کنترل بهتری روی حوضچه جوش خواهد داشت. این امر سبب می شود اپراتورهای جدید راحت تر فرآیندهای لازم را یاد بگیرند و اپراتورهایی که خود با تجربه هستند، بتوانند ظاهر خالجوش ها را کنترل نمایند. امکان تنظیم عرض قوس از دیگر مزایای جوشکاری پالسی میگ است که با استفاده از منابع تغذیه ای برای انجام فرآیند امکان پذیر می باشد. این گونه به مطابقت مشخصاتی که خالجوش دارد با برنامه می توان پرداخت. به عنوان مثال وسیعتر بودن خالجوش موجب برقراری اتصال خوب در هر دو طرف خواهد شد و امگر این خالجوش باریک باشد، در ریشه اتصال، همجوشی خوبی را ایجاد می کند.
آشنایی با تکنولوژی پالسینگ
در سیستم های پالسی برنامههای پالسینگ دار داخلی را خواهیم داشت که کاربرد آن برای سیم های آلومینیومی با سری چهارهزار و پنج هزار خواهد بود که قطرشان ۰.۳۵، ۳.۶۴ (۰.۰۴۷) و ۱.۱۶ (۰.۰۶۲) باشد. این سیستم ها مشکلی با اپراتور ندارند. بیشترین کاری که یک اپراتور انجام می دهد، این است که سرعت تغذیه سیم را تنظیم کند تا با فلزی که کار می کند مطابق باشد. سرعت بالا را برای مواد ضخیم و سرعت پایین را برای مواد نازک خواهیم داشت. سیستم به طور خودکار متغیر های ولتاژ و پالش را تنظیم خواهد کرد. با وجود سیستم های پالسی میگ، اپراتور تنها نیاز به تنظیم سرعت تغذیه سیم خواهد داشت و دیگر لازم نیست مانند سیستم های معمولی میگ ولتاژ تغذیه سیم و سرعت را تنظیم کند.
با پالسینگ، اپراتور مجبور نیست قوس طولانی تر را نگهداری کند بلکه در جلو صفحه، عملگر کنترل طول قوس وجود دارد که اپراتور می تواند با استفاده از آن، تنظیمات طول قوس را انجام دهد. با تنظیم متغیرهای طول و کنترل قوس و هم چنین سرعت تغذیه سیم، قادر به استفاده از سیستم پالسی میگ خواهید بود. آلومینیوم خیلی سریع گرما را از منطقه جوش دور می کند از این رو نسبت به فولاد انرژی بیشتری برای ایجاد حوضچه جوش نیاز دارد که جوشکاری پالسی میگ مسائلی که در ارتباط با گرما باشد را به خوبی حل خواهد کرد.