
جوش دادن فلزات به منظور ساخت یک نمونه کار هزینه کمتری نسبت به پروژهای بزرگ جوشکاری دارد از این رو برای پیدا کردن عیوب جوش از آزمایش های مخرب جوشکاری استفاده می شود در صورتی که در جوشکاری اسکلت فولادی ساختمان یا جوشکاری اسکله و کشتی کوچکترین عیب در جوش می تواند باعث وارد آمدن خسارات اقتصادی زیادی شود. بنابراین خیلی مهم است که قبل از جوشکاری بازرس جوش تجهیزات و وسایل جوشکاری را بررسی کنید و دستورالعمل جوش را بدهد و در حین جوشکاری با استفاده از آزمون های غیر مخرب جوشکاری مطمئن شود که هیچ گونه ترک، تخلخل، خوردگی و ذوب ناقص و… وجود نداشته باشد. یکی از بهترین و مطمئن ترین روش های غیر مخرب جوشکاری را آزمایش فراصوتی جوشکاری می نامند که به آن تست التراسونیک UT می گویند و البته با وجود دقت بالا نسبت به سایر روش ها و آزمایشات هزینه آن بالا است.
شرکت اورین الکتریک ، تولید کننده انواع دستگاه جوشکاری رکتی فایر ، تکفاز و سه فاز اینورتری ، دستگاه جوشکاری CO2 ، و دستگاه جوش آرگون و برش پلاسما ، آماده ارائه و فروش محصولات تولیدی و همچنین خدمات درخواستی به مشتریان محترم ، می باشد . به منظور تماس با کارشناسان و ارائه راهنمایی و مشاوره ، با شماره ☎️ ۰۹۱۲۱۲۶۰۱۴۲ و سایر شماره های درج شده در سایت تماس حاصل نمایید.

اهمیت بازرسی جوش
جوشکاری در صنایع مختلف ساخت و ساز، کشتیرانی و حتی هوا فضا کاربرد دارد و جزو مشاغل پر درآمد است که البته کوچکترین عیب جوش می تواند باعث بروز خسارات اقتصادی بالا شود. با این تفاسیر خیلی مهم است که در حین انجام پروژه های جوشکاری بزرگ و مهم حتما کیفیت جوش بررسی شود و با انجام یک سری آزمون های غیر مخرب مطمئن شوند که هیچ گونه ترک، حفره، تخلخل و… محل جوش وجود نداشته باشد.

آزمون فراصوتی یا تست التراسونیک چیست؟
یکی از روش های دقیق غیر مخرب در صنعت جوشکاری است با فرستادن امواج با طول موج معین قابلیت تشخیص عیوب جوش و محل دقیق آنرا دارد. جالب است بدانید این آزمون بغیر از صنعت جوشکاری در صنایع دیگر چون ریخته گری، نورد، آهنگری و حتی ساخت و تولید فولاد، آلومینیوم و تیتانیوم کاربرد دارد. در واقع با این آزمون علاوه بر پیدا کردن انواع عیب جوش می توان ضخامت فلزات را متوجه شود.
تست التراسونیک UT چیست؟
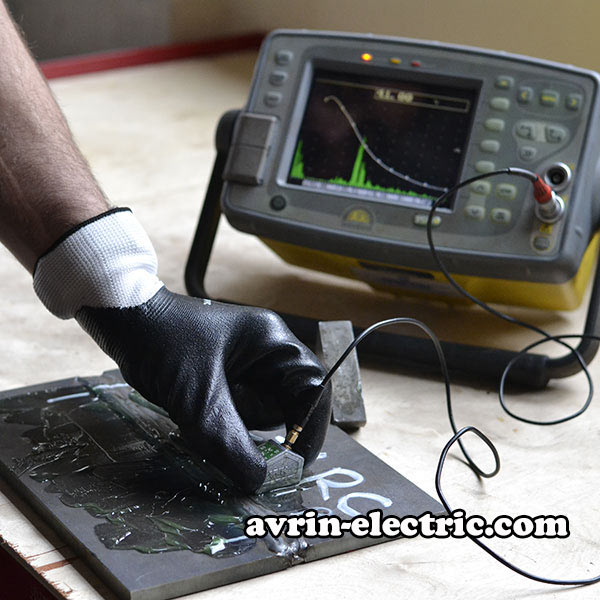
در این تست امواج فراصوتی با طول دامنه ۵ الی ۲۵ مگاهرتز توسط یک مولد صوتی به نام فرستنده یا پروب فرستاده می شود و در صورت وجود هر گونه عیب سطحی و زیر سطحی شاهد منعکس شدن آنها به گیرنده هستیم. این گیرنده امواج را به پالس های الکتریکی تبدیل می کند که به صورت سیگنال روی صفحه نمایش ظاهر می شود و با بررسی دقیق آنها قابلیت تشخیص مکان، عمق، ابعاد و نوع عیب وجود دارد.
کاربرد تست التراسونیک در جوشکاری
با استفاده از این آزمون قابلیت تشخیص انواع عیوب جوش به مانند ترکها، حفره های انقباضی، ذوب ناقص، منافذ و حتی عدم اتصال وجود دارد.
اجزای آزمون فراصوتی
۱-فرستنده امواج
یک سری فرستنده های امواج صوتی در روش تست التراسونیک به کار برده می شود که به آن پروب می گویند. در واقع داخل این فرستنده یک کریستال پیزوالکتریک وجود دارد. سه تا از پر کاربرد ترین مواد پیزو الکتریک در پروب ها شامل مواد زیر است.
- کوارتز
- سولفات لیتیم
- سرامیک های پلاریزه شده
به منظور شناسایی انواع عیوب جوش روی سطح به صورت طولی، عرضی و سطحی امواج صوتی روی سطح فرستاده می شود که با گرفتن امواج و تبدیل آن به پالس و نمایش آنها به صورت سیگنال روی صفحه نمایشگر قابلیت تشخیص دقیق عیب جوش، مکان دقیق آن وجود دارد.
۲-آشکارساز فراصوتی عیوب
به منظور نمایش سیگنال ها روی صفحه نمایشگر علاوه بر پروب باید یک گیرنده، تقویت کننده سیگنال و صفحه نمایش در این آزمایش استفاده شود.
کاربردهای تست UT
از تست التراسونیک به منظور تشخیص عیوب جوش در صنعت جوشکاری استفاده می شود و البته در صنایع دیگر چون ریخته گری، نورد، آهنگری، اجزای الکتریکی و الکترونیکی و تولید و ساخت فولاد و حتی مخازن تحت فشار، کشتی ها، پل و وسایل نقلیه و موتور های جت کاربرد دارد. در واقع بغیر از اینکه با این آزمایش می توان عیب جوش را پیدا کرد قابلیت این وجود دارد که ضخامت قطعات اندازه گیری شود.
با این تست قابلیت پیدا کردن عیوب تا عمق ۵ متری روی فولادها وجود دارد.
مزایای تست UT
- قدرت نفوذ بالا (امکان بازرسی قطعات تا ضخامت ۵ متر)
- دقت و کارکرد این آزمون برای پیدا کردن عیوب و شکل آنها بالا است.
- یک روش کاملا سریع است که به صورت آنلاین نیز می توان از آن استفاده کرد.
- قابلیت استفاده در جوشکاری پیچیده
- قابلیت حمل و نقل آسان
- بی خطر بودن برای پرسنل
معایب تست UT
- حتما باید سطح جوشکاری به پروب مجهز باشد.
- باید مهارت کافی برای انجام این روش را داشته باشید تا بتوانید مکان دقیق عیب را پیدا کنید.
- ستداخل و ایجاد مشکل از طرفِ روکش سطح و زبری آن
- در صورتی که قطعات نازک باشد پیدا کردن عیب با این روش سخت است.